
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 基材
- 不锈钢
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
- 重复定位精度
- 2.5微米
- 夹持力
- 40kN
- 使用寿命
- 100万次
- 驱动方式
- 气动
我们通过零点定位系统的使用可以大幅度提高我们的生产效率,同时我们通过在整个工厂建立以零点定位系统主的夹具体系,我们可以提高我们产品加工的柔性外,我们可以实现产品在各工序之间的无精度或高精度的切换,从而实现普通机床组合,实现五轴机或者多轴机床的功能,大降低投资成本。零点定位是我们在柔性生产中的重要关键产品之一,其介入的生产可以让我们生产变更柔性。零点定位是我们在柔性生产中的主要关键产品之一,其介入的生产可以让我们生产变更柔性。零点定位系统有什么优势?杭州手动零点快换
零点定位
零点定位系统的作用:1、传统的夹持技术始终不能放弃,但此类夹具较明显的缺点是设备在换装时耗时巨大。因此可以考虑采用零点夹持系统。它不是传统夹持方法的替代方案,而是对传统夹持技术的一种有效补充。2、设备操作人员可以由此得到一种简化的缩短繁琐的清洁、测量、校准和夹持等工作流程的手段。设备的工作台配备有一个标准接口,可以实现对中、矫直和夹持。由此可以消除大的故障源。3、无论是托盘、夹具、虎钳,还是工件,采用本系统并确定零点。可以实现快速的换装,并达到s0.005mm的精度。若多套设备工作台均采用贯通式卡盘,则工装夹具可更灵活地应用在生产设备上。杭州手动零点快换工件在使用零点定位系统时需要遵循哪些原则?

零点定位系统的工作原理是利用零点定位销将不同类型产品或不同工序坐标系统一为的坐标系。在机床生产中,通过机床上的标准化夹具接口进行定位和拉紧,能够直接得到工件在不同机床间统一的位置关系,消除了多工序间的累计误差。较重要的是,它统一了设计基准、工艺基准和检测基准,使整个加工过程可以做到有效、可控,这点在自动化生产线上十分重要。 目前市面上主流的零点定位系统原理有钢球锁紧+钢球定位、卡舌锁紧+短锥定位、夹套锁紧+夹套定位、弹簧片锁紧+短锥定位等几种。
目前市面上主流的零点定位系统原理有钢球锁紧+钢球定位、卡舌锁紧+短锥定位、夹套锁紧+夹套定位、弹簧片锁紧+短锥定位等几种。不同类型的定位销的组合使用,可以补偿定位销和零点定位器件的位置公差。离线装夹,在传统的加工方式中,零件的更换需要在线装夹,且需要进行调整和检车程序,一套工作下来较为费时。而使用零点定位系统,可在机外进行预先装夹,待零件加工结束后,直接进行“整体式”的数秒换装,减少90%的停机时间。夹紧力,夹紧力描述的是锁紧销被拉入零点定位器中被滚珠夹紧时受到的力。拉紧力则是锁紧销的较大允许拉力。高精密滚珠保证了更有效的力传递。重复定位精度,重复定位精度指的是工件上几率的参考点在工件从夹具上移开,再重复装夹后,同一工件上这个参考点位置变动的公差范围,零点定位系统装夹的重复定位精度一般小于0.005mm。工件安装零点定位系统应遵循的原则有:工件零点应选在零件图的设计基准上。

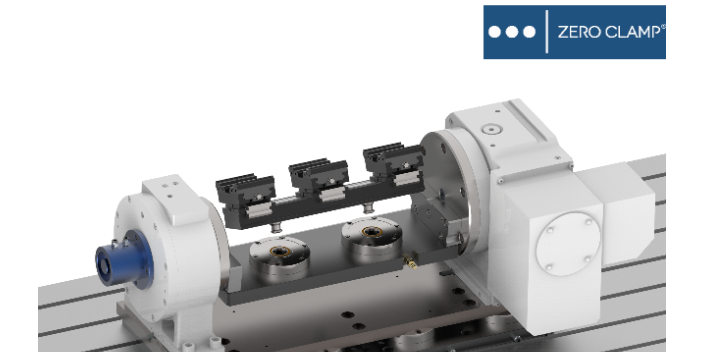
零点:在机械工业领域,我们把作为参照的基准统称为零点或零位。 设定工件的零点后,加工或测量目标的位置尺寸就变得非常方便了,无需每个尺寸都去找 相对基准,这对于加工或测量有很大的帮助。 在加工或测量时,首现必须确定工件的零点,然后再根据零点来进行加工或者测量。但是在加工时 ,零件往往不会一直保持不动的,需要从一个工序到另一个工序、从一台机床到另一台机床,或者 不规则形状的零件不好确定零点,这就需要重新拖表找正零点,做很多的辅助工作,造成大量的停 机时间,降低了工作效率。零点定位系统是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。原理:采用夹头的锁紧模块(cylinder),能保证工件在装夹过程定位和锁紧同步完成。 定位原理图,1号精密模块定义系统的零点,2号补偿模块起调整补偿,保证重复定位精度 0.002mm,3号锁紧模块主要起锁紧的作用,较大锁紧力达到1040000N。零点定位系统一般在往复移动的高精度设备上普遍使用。杭州手动零点快换
零点定位是解决单件生产模式自动化加工的重要手段!杭州手动零点快换
零点定位系统都在哪里能用到吗?一般在往复移动的高精度设备上普遍使用。例如机床、测量设备、智能机械手等。零点定位是一门技术,几页纸根本无法说清楚。有开路循环和闭路循环两种。而且还有定位的后滞精度控制,设计保证系统和工艺保证措施等等。零点定位系统是一个定位和锁紧装置,能使工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工效作率。杭州手动零点快换

零点快换设计原理是基于一面两销的过定位原理。其优势是把高精度定位和可靠夹紧高效集成。简单地说,就是工序与工序之间,机床与机床之间建立一个标准的接口。它可使工件在生产线上一次装卡完成后,再进行多工序加工,而无需再考虑其定位问题。 无论是托盘、夹具、虎钳,还是工件,结合使用零点夹持系统,在确定零点的情况下,可以实现极快速的换装,且重复精度可达≤0.005mm。如果更多的设备工作台配备夹持板,则所有设备上的工装夹具可以实现更加灵活的使用。使用零点定位系统可以大幅度降低整体设备投资。欧洲零点定位系统销售厂家零点定位零点定位气动卡盘的保养:1、每天至少打一次二硫化钼油脂(颜色为黑色),将油脂打入气动卡盘...
- 手动零点定位系统价钱 2024-03-14
- 高精密零点定位工装原理 2024-03-13
- 气动零点定位基座 2024-03-06
- 多点零点定位托板费用 2024-03-03
- 柔性零点定位托盘哪家好 2024-02-03
- 德国零点定位子板市场价 2024-02-03
- 创新零点定位母盘哪家便宜 2024-01-21
- 进口零点定位母盘原理图解 2024-01-20
- 多点零点定位夹具经销商 2024-01-17
- ZERO CLAMP零点定位母盘价钱 2024-01-17


- 强力零点定位托盘怎么样 2023-12-23
- 德国零点定位夹具代理商 2023-12-23
- 气动零点定位夹具原理 2023-12-20
- 零点零点定位哪家专业 2023-12-19
- ZERO CLAMP零点定位工装加工案列 2023-12-17
- 温州柔性零点定位快换板市场价 2023-12-16

- 手动零点定位系统价钱 03-14
- 高精密零点定位工装原理 03-13
- 上海常用定心虎钳价钱 03-08
- 浙江新式定心虎钳哪家便宜 03-06
- 气动零点定位基座 03-06
- 多点零点定位托板费用 03-03
- 长沙高精密定心虎钳应用案列 03-02
- 上海五轴定心虎钳解决方案 03-02
- 上海自动化定心虎钳厂家供应 03-01
- 上海零点多工位虎钳批发价 02-28