
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 基材
- 不锈钢
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
- 重复定位精度
- 2.5微米
- 夹持力
- 40kN
- 使用寿命
- 100万次
- 驱动方式
- 气动
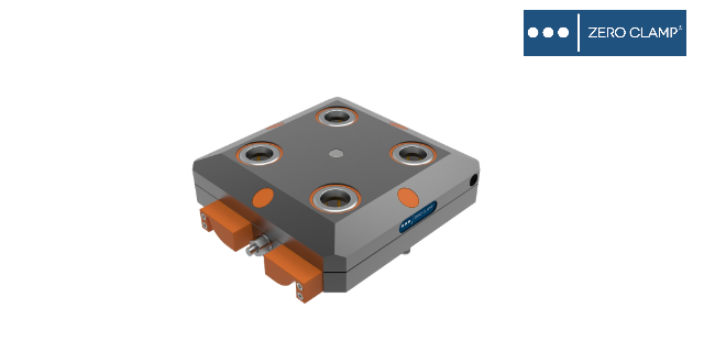
自动化型零点定位系统拉紧力20KN,夹紧力55KN。两个及两个以上的自动化型定位系统可用于加工500公斤到2000公斤的工件。尺寸紧凑,可用于夹紧中等尺寸的零件。可提供自动化型号,与工业机器人配套使用。也有的是在销子上加工一些凸起或者缺口与内部机构扣合,只有把销子旋转一定角度或者把相应的机件移动一定位置才可拔出销钉。采用不锈钢材料,定位接头可任意角度安装进入定位孔,没有滚珠保持器,大钢珠,高刚性,具有10mm误差自动校正。可与其他液压/气压夹具配套使用。零点定位简易安装、极速换型、提高效率。组合零点定位卡盘研发
零点定位
零点定位系统的概念:1、零点定位系统,是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。 这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。 2、在机械制造、测量、机床、机器人自动生产线领域中,基准是应用十分普遍的一个概念。 机械产品从设计时零件尺寸的标注,制造时工件的定位,校验时尺寸的测量,装配时零部件的装配位置确定,以及机器工作时零件位置的确定,都要用到基准的概念。 3、在机械工业领域,我们把作为参照的基准统称为零点或零位。 在加工或测量时,首现必须确定工件的零点,然后再根据零点来进行加工或者测量。 但是在加工时,零件往往不会一直保持不动的,需要从一个工序到另一个工序,从一台机床到另一台机床或者不规则形状的零件不好确定零点。 这就需要重新拖表找正零点,做很多的辅助工作,造成大量的停机时间,降低了工作效率。组合零点定位卡盘研发采用零点定位系统加工,减少了多次重复定位误差。

关于零点定位器系统你有真正了解过吗?在日常加工过程中,因为每替换一次装夹,工件的精度都会改变,所以一般在组织生产工艺时工程师们都尽量让同一个工件在同一台机床上加工,不得不组织精加工机床进行工件的粗加工,形成一种隐形的糟蹋。将具有规范夹具接口的零点定位体系,准确装置到机床的作业台上,定位体系中的每个定位器的方位相对机床来说都是确认的,在装置夹具、工件,或许编写加工程序进行数控加工时能够将任何一个定位器作为基准,这便是所谓的"零点". 经过零点定位体系能够整合整条生产线的机床,确保作业台外工件装夹后的方位精度联系完好地搬运到机床作业台上,有用搬运机床切削加工中装夹时刻,大地发挥每台机床的潜能。工程师们能够放心肠将粗加工使命组织到粗加工机床,而让精加工机床只进行高精加工,然后防止糟蹋。
零点定位系统上定位销和孔的关系:孔径和深度的关系以定位销保持长度为定位销直径的2倍为宜,为小的应与直径等长,为大的不超过直径的3倍。若孔的深度小于定位销直径,定位精度会变差;若超过定位销直径的3倍,则很难进行确保精度的孔加工。对两个零件进行定位是定位销的基本使用方法。但是也有穿过3张板使用的情况,零点定位系统夹具,中间板上的孔为自由尺寸孔,避开定位销。由于定位销中间没有被固定住,因此定位精度较差。由于上述原因,从精度上考虑,定位销不能用于4张以上的板。零点定位系统的使用很普遍。
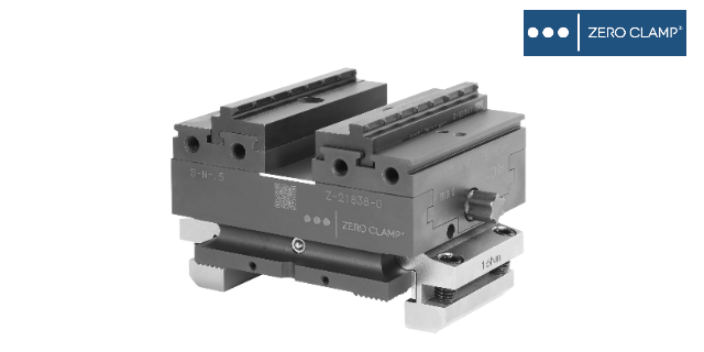
零点快换设计原理是基于一面两销的过定位原理。其优势是把高精度定位和可靠夹紧高效集成。简单地说,就是工序与工序之间,机床与机床之间建立一个标准的接口。它可使工件在生产线上一次装卡完成后,再进行多工序加工,而无需再考虑其定位问题。 无论是托盘、夹具、虎钳,还是工件,结合使用零点夹持系统,在确定零点的情况下,可以实现极快速的换装,且重复精度可达≤0.005mm。如果更多的设备工作台配备夹持板,则所有设备上的工装夹具可以实现更加灵活的使用。零点定位系统可以实现一次装夹后,在不同工序或设备之间进行高精度切换。组合零点定位卡盘研发
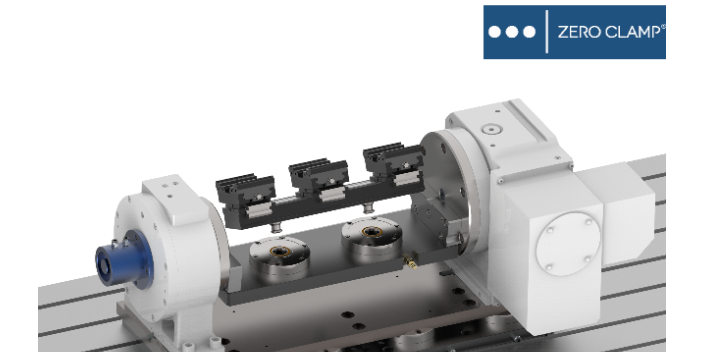
可以通过零点定位系统进行手抓的快换,从而实现一条生产线上应对不同手抓切换。组合零点定位卡盘研发
零点:在机械工业领域,我们把作为参照的基准统称为零点或零位。 设定工件的零点后,加工或测量目标的位置尺寸就变得非常方便了,无需每个尺寸都去找 相对基准,这对于加工或测量有很大的帮助。 在加工或测量时,首现必须确定工件的零点,然后再根据零点来进行加工或者测量。但是在加工时 ,零件往往不会一直保持不动的,需要从一个工序到另一个工序、从一台机床到另一台机床,或者 不规则形状的零件不好确定零点,这就需要重新拖表找正零点,做很多的辅助工作,造成大量的停 机时间,降低了工作效率。零点定位系统是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。原理:采用夹头的锁紧模块(cylinder),能保证工件在装夹过程定位和锁紧同步完成。 定位原理图,1号精密模块定义系统的零点,2号补偿模块起调整补偿,保证重复定位精度 0.002mm,3号锁紧模块主要起锁紧的作用,较大锁紧力达到1040000N。组合零点定位卡盘研发

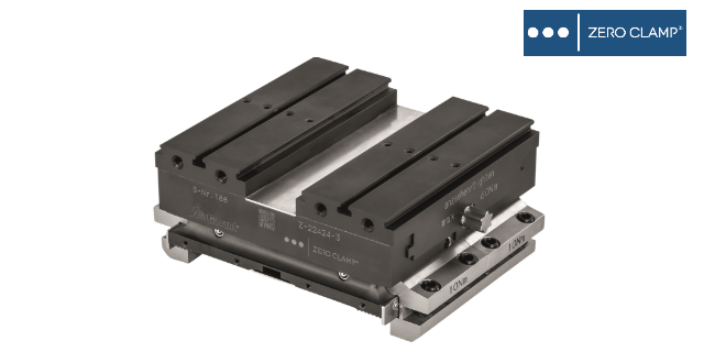
零点快换设计原理是基于一面两销的过定位原理。其优势是把高精度定位和可靠夹紧高效集成。简单地说,就是工序与工序之间,机床与机床之间建立一个标准的接口。它可使工件在生产线上一次装卡完成后,再进行多工序加工,而无需再考虑其定位问题。 无论是托盘、夹具、虎钳,还是工件,结合使用零点夹持系统,在确定零点的情况下,可以实现极快速的换装,且重复精度可达≤0.005mm。如果更多的设备工作台配备夹持板,则所有设备上的工装夹具可以实现更加灵活的使用。使用零点定位系统可以大幅度降低整体设备投资。欧洲零点定位系统销售厂家零点定位零点定位气动卡盘的保养:1、每天至少打一次二硫化钼油脂(颜色为黑色),将油脂打入气动卡盘...
- 手动零点定位系统价钱 2024-03-14
- 高精密零点定位工装原理 2024-03-13
- 气动零点定位基座 2024-03-06
- 多点零点定位托板费用 2024-03-03
- 柔性零点定位托盘哪家好 2024-02-03
- 德国零点定位子板市场价 2024-02-03
- 创新零点定位母盘哪家便宜 2024-01-21
- 进口零点定位母盘原理图解 2024-01-20
- 多点零点定位夹具经销商 2024-01-17
- ZERO CLAMP零点定位母盘价钱 2024-01-17



- 强力零点定位托盘怎么样 2023-12-23
- 德国零点定位夹具代理商 2023-12-23
- 气动零点定位夹具原理 2023-12-20
- 零点零点定位哪家专业 2023-12-19
- ZERO CLAMP零点定位工装加工案列 2023-12-17
- 温州柔性零点定位快换板市场价 2023-12-16

- 手动零点定位系统价钱 03-14
- 高精密零点定位工装原理 03-13
- 上海常用定心虎钳价钱 03-08
- 浙江新式定心虎钳哪家便宜 03-06
- 气动零点定位基座 03-06
- 多点零点定位托板费用 03-03
- 长沙高精密定心虎钳应用案列 03-02
- 上海五轴定心虎钳解决方案 03-02
- 上海自动化定心虎钳厂家供应 03-01
- 上海零点多工位虎钳批发价 02-28