由于在高转速和高扭矩下工作,转子轴必须承受恒定的机械应力。为了使这些部件达到比较高质量,必须对其某些方面(如轴承,座)进行极其精确的磨削操作。成品质量和优化周期是整个工艺过程中十分重要的。Marposs在磨削过程监控方面具有丰富的经验。Marposs设计开发一整套传感器,这些传感器专门设计用于在不同磨削阶段控制所有的关键参数:过程中和过程后测量、动平衡声发射、振动和功率。Marposs提供定制化动态测量工站对轴或转子组件进行自动加工后测量。无损探测以涡流为基础,涡流是由时变磁场在导电材料内引起的小电流回路。广东电机轴检测设备
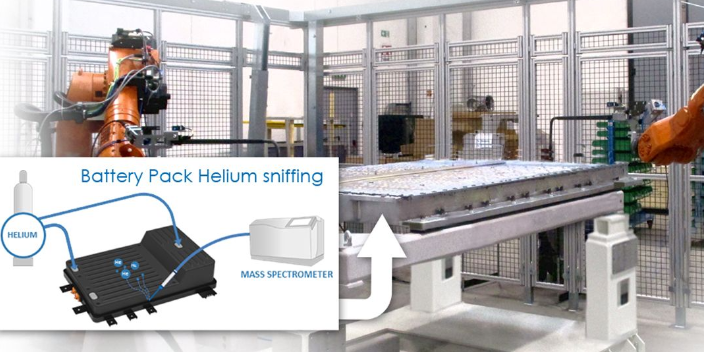
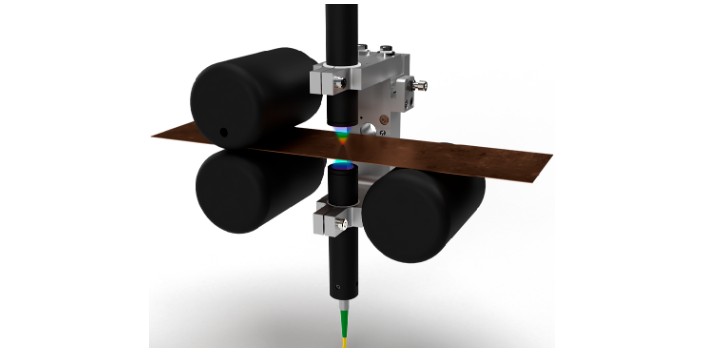
MARPOSS累积室中的氦气对电池PACK进行泄漏测试,该技术在此漏率范围内取得了非常好的测试结果,并且方案简单可靠。通过空气泄漏测试方法(压降法或质量流量法)检查组装好的冷却回路。检测泄漏精度高达10-4SCC/sec该方法不受待测产品和环境温度影响适用于大体积和外壳会变形的产品的测试测试节拍可优化,不受密封边长短的影响按照客户的规格要求定制方案或通用化的解决方案结构坚固。另外,全自动方案或手动上料方案、高可靠性低、使用成本检测泄漏、精度高达10-4SCC/sec都是该测试的优势。广东电机轴检测设备光学测量方案可集成用于hairpin端子的测量和检查,hairpin焊接工艺之前或之后皆适用。

Optoquick便于简单和快捷的操作,采用单击循环的自动测量方式,便于操作人员进出的开放式上下料区,安全光幕的保护自动的环境温度补偿,工件温度补偿的选项,工件装载夹紧确认和防错的信号反馈。Optoquick柔性且智能采用单个系统,灵活测量不同种的工件二维码扫描程序。扫描二维码,录入信息,自动选择工件测量程序人体工程学的尾架定位,操作舒适快捷具备多种工件夹具,如定心前列,球前列,卡盘,平托盘(或磁性),气动吸盘夹具等,满足绝大多数现场需求。
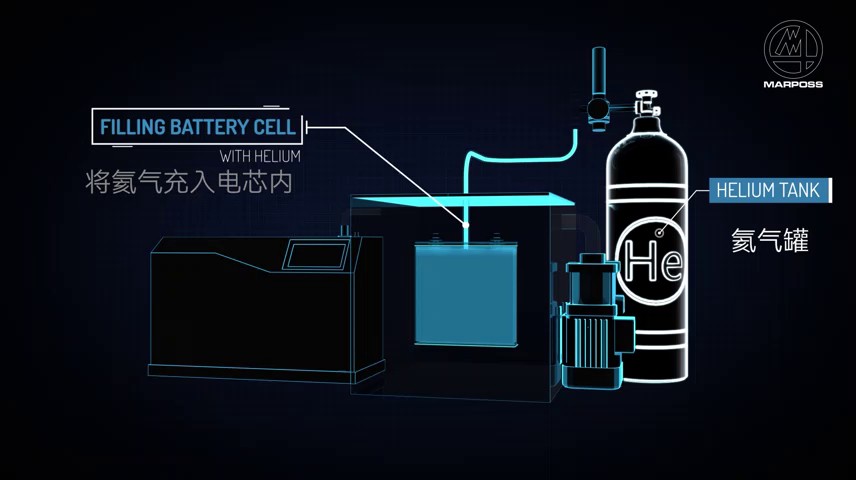
在齿轮尺寸的在线和离线测量方面,轮齿的工作表面通常需要经过多次机加工。机加工过程中产生的表面纹理会影响齿轮的许多功能特性。因此,在重要的机加工操作(如滚齿或磨齿)后,用高质量的测量仪器来测量齿轮参数是很有必要的。M62-Flex是一种柔性量规,适用于测量外齿轮的DOB(MdK)、齿根直径和大径等尺寸。在齿轮测试方面,M62双啮测台适用于检查内/外齿轮的综合偏差,并能在无齿隙(双啮滚动)的情况下测量更多的功能参数。测试时待测齿轮与更高质量等级的标准件啮合。进行氦气试漏的方法有多种,即对真空腔进行整体测试这体现的是优异与有效的选择。

在测量转子轴多个截面的外径的同时,还可以同时测量铁芯和花键齿轮相对于转子轴的跳动。用激光扫描技术检查平衡孔的直径和深度是一个附加功能。Marposs可以提供基于2D光学技术的高精度测量解决方案,用于在计量实验室和生产环境中对转子和转子轴进行快速和多样的质量控制。触觉感应和光学技术的结合(也能在转子磁场的影响下工作)使测量能力达到理想水平。根据转子类型的不同,客户可使用定制的手动或自动方案进行不同的测试操作。通过反电动势分析检查永磁转子的磁场均匀性、检查感应电机鼠笼转子条的局部缺陷、绕线转子的绝缘测试,包括局部放电测量等。马波斯为电动马达及其组件开发生产的所有阶段的所有电气测试和绝缘问题检测提供定制的在线和离线解决方案。广东电机轴检测设备
马波斯T3LD是一种新颖的压差法泄漏测试装置。通过测量被测产品与参考样品之间的压差,可以缩短测试时间。广东电机轴检测设备
玻璃容器加工尺寸控制的方法:加工尺寸控制包括:•总高度•垂直度•嘴平行度•外径,或长/短边,以及瓶身的对角线•颈部外径•各种表面处理的许多不同参数(例如直径、高度、半径、角度……)这些尺寸控制可以通过go-no-go通止规在生产线附近实现,也可以在实验室使用手动量规或半自动/自动计量系统在样件上进行。但使用通止规进行尺寸控制会有一些问题:它不提供定量信息,而且依赖于操作员的技能。持续使用通止规成本高昂,因为每件产品都需要一套**的通止规,这些硬规需要日常管理并定期重新校准。此外,这种方法不可能收集所有测量数据并进行统计分析以改进加工工艺和过程。广东电机轴检测设备