- 品牌
- 贝立
- 型号
- 型号
- 用途
- 生产纸箱,生产打包带
- 包装类型
- 杯,带,袋,管
- 适用产品
- 多种适用
颗粒包装生产线设备的发展,不仅推动了相关行业的快速进步,也促进了包装技术的不断创新。随着市场对包装品质要求的日益提升,颗粒包装生产线设备正向着更智能化、更灵活化、更环保化的方向发展。智能化技术的应用,使得设备能够自动调整参数以适应不同规格产品的包装需求,提高了生产的灵活性与适应性。同时,设备在设计与制造过程中越来越注重节能与环保,采用了更多低碳材料与节能技术,降低了生产过程中的能耗与排放。这些进步不仅提升了企业的竞争力,也为消费者带来了更加安全、便捷、环保的包装产品。灌装生产线优化瓶口处理,减少破损率。武汉包装生产线工厂
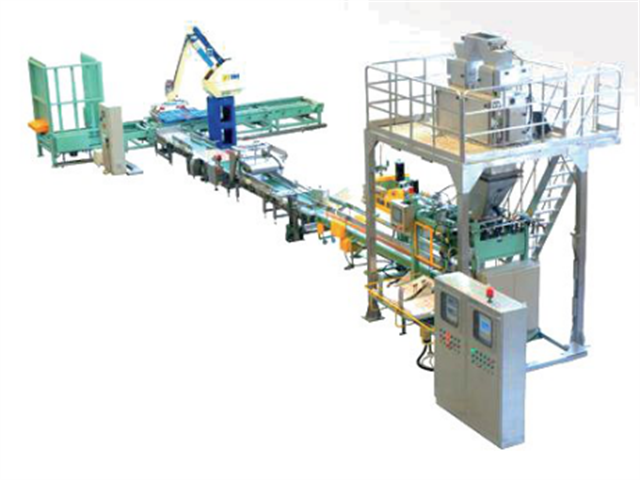
全自动码垛包装生产线是现代工业生产中不可或缺的高效设备之一,它集成了自动送料、包装、封口、贴标、码垛等一系列工序,实现了从产品加工到成品出库的全自动化作业。在这条生产线上,机械臂和智能机器人扮演着重要角色,它们能够精确地完成各项操作,不仅大幅提高了生产效率,还明显降低了人工成本。通过先进的传感器技术和控制系统,全自动码垛包装生产线能够实时监测生产状态,及时调整参数以确保产品质量。该生产线还具备高度的灵活性和可扩展性,可以根据不同产品的包装需求进行快速调整,满足多样化生产要求。全自动码垛包装生产线的应用极大地推动了工业自动化的进程,为企业带来了明显的经济效益和竞争优势。武汉包装生产线工厂酸奶灌装生产线,酸甜可口助消化。

小袋装大袋二次包装生产线设备的设计充分考虑了灵活性和可扩展性,能够适应不同尺寸、形状和材质的小袋与大袋包装需求。设备采用模块化设计,各功能单元可以单独运行或协同作业,使得生产线的配置和调整变得更加简便快捷。该设备还配备了先进的传感器和检测系统,能够实时监控包装过程中的各项参数,及时发现并纠正潜在的包装缺陷,从而保证了产品包装的完美无瑕。同时,其友好的人机交互界面和远程监控功能,使得操作人员能够轻松掌握生产线状态,进行高效的生产管理和维护。这些特点使得小袋装大袋二次包装生产线设备成为众多包装企业的理想选择,为企业的生产和发展提供了强有力的支持。
喷雾剂灌装生产线的高效运行,离不开其背后复杂的自动化控制系统和智能化管理软件。这些系统不仅负责协调各道工序的流畅衔接,还承担着数据收集、分析与优化的重任。通过集成物联网技术,生产线上的关键参数能够实时监控并上传至云端,便于管理人员远程监控生产状态,及时调整生产策略。智能化的调度系统能够根据订单需求和库存状况,自动调整生产计划,实现资源的优化配置。同时,该生产线还具备自我诊断和维护功能,能够预测潜在故障并提前发出预警,降低了停机时间和维护成本。这些智能化特性使得喷雾剂灌装生产线不仅提升了生产效率,更在保障产品质量的同时,为企业带来了明显的经济效益和市场竞争力。灌装生产线采用高效过滤器,确保空气洁净度。

酱料灌装生产线设备是现代食品加工业中不可或缺的关键环节,它集成了自动计量、精确灌装、快速封口以及高效传输等一系列先进技术。这些设备通常采用不锈钢材质,确保在与酱料等食品接触时不会产生化学反应,保障了产品的卫生安全。在灌装过程中,通过高精度的计量泵或活塞泵,可以实现对不同粘稠度酱料的精确控制,无论是液态还是半固态酱料,都能达到既定的灌装量,减少了人工操作的误差。自动化控制系统能够实时监控生产线的运行状态,及时调整参数以应对不同产品的需求,提高了生产效率。配合输送带和机械臂的使用,酱料灌装线实现了从原料准备到成品包装的全程自动化,既节省了人力成本,又提升了整体作业的流畅度和产品质量。灌装生产线采用高精度计量,确保灌装准确。武汉包装生产线工厂
饮用水灌装生产线,清洁卫生是关键。武汉包装生产线工厂
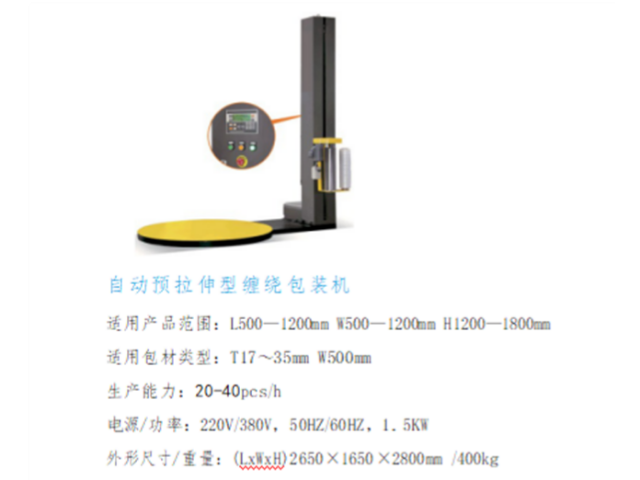
在当今制造业竞争日益激烈的环境下,收缩生产线设备成为了众多企业优化生产流程、提升效率的关键一环。收缩生产线设备主要用于包装产品的热收缩处理,通过加热使包装材料紧贴产品表面,达到保护、固定及美观的效果。这类设备不仅大幅提高了包装效率,还确保了产品包装的标准化和一致性。随着技术的进步,现代收缩生产线设备已经高度自动化,能够集成多种功能于一体,如自动送料、加热收缩、冷却定型以及成品输出等,从而实现了从原料到成品的无缝衔接。为了适应不同尺寸和形状的产品包装需求,收缩生产线设备还具备高度可调节性,企业可以根据实际情况灵活调整设备参数,以达到很好的包装效果。在环保和节能意识日益增强的如今,许多收缩生产线设备还采用了先进的节能技术,有效降低了能耗和排放,为企业带来了更多的经济效益和社会效益。武汉包装生产线工厂
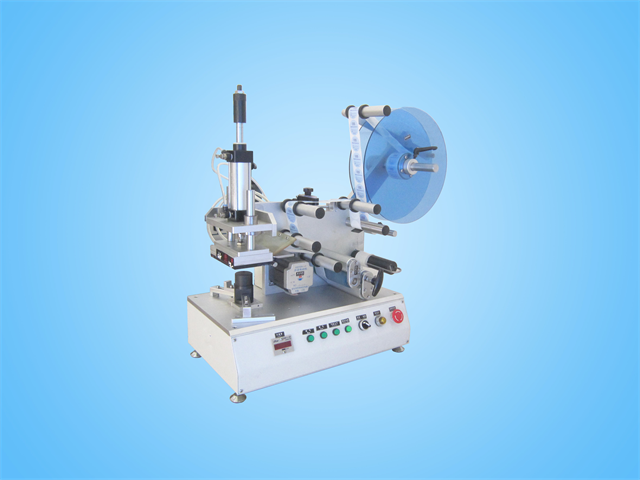
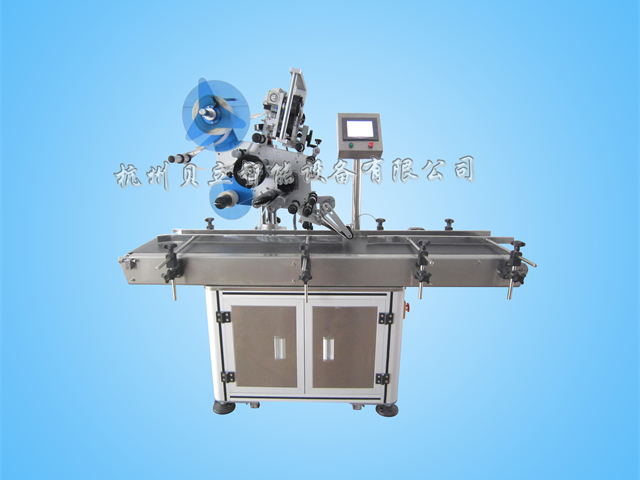
智能后包装生产线设备在现代制造业中扮演着至关重要的角色,它们通过集成先进的自动化技术和智能化管理系统,极大地提升了包装流程的效率和精确度。这些设备通常配备有高精度传感器、机器视觉系统和智能机器人,能够实现从产品分拣、包装、贴标到码垛等一系列复杂工序的自动化处理。传感器能够实时监测生产线上的各项参数,确保包装的准确性和一致性;机器视觉系统则通过图像识别技术,对包装的外观质量进行严格把关,有效避免了人工检测可能带来的疏漏。智能后包装生产线还具备强大的数据分析能力,能够收集并分析生产数据,为优化生产流程、预测设备维护需求提供有力支持。这一系列智能化技术的应用,不仅明显提高了生产效率,还降低了人力成本...
- 合肥包装生产线多少钱一台 2025-05-29
- 郑州农药装生产线 2025-05-27
- 常州包装生产线工厂 2025-05-22
- 河南包装生产线设备 2025-05-11
- 宁波口服液灌装生产线生产商 2025-05-10
- 江西小袋装大袋二次包装生产线 2025-05-09
- 合肥颗粒自动包装生产线 2025-05-03
- 长沙自动包装生产线厂家 2025-05-02
- 江苏包装生产线设计 2025-04-25
- 山东全自动颗粒包装生产线 2025-04-23



- 宁波全自动颗粒包装生产线生产厂 2025-04-06
- 收缩生产线生产商 2025-03-29
- 济南自动包装生产线设备 2025-03-26
- 郑州全自动包装生产线厂家 2025-03-26
- 宁波自动包装生产线设备生产商 2025-03-23
- 济南颗粒包装生产线 2025-03-14


- 山东包装生产线生产 05-29
- 合肥包装生产线多少钱一台 05-29
- 郑州农药装生产线 05-27
- 安徽立式环体缠绕机 05-25
- 宁波全自动在线式缠绕机批发价 05-24
- 立式缠绕机批发 05-24
- 常州包装生产线工厂 05-22
- 河南自动化直角机器人码垛 05-19
- 湖北自动码垛机设备 05-18
- 江苏专业缠绕机 05-17