- 品牌
- 贝立
- 型号
- 型号
- 用途
- 生产纸箱,生产打包带
- 包装类型
- 杯,带,袋,管
- 适用产品
- 多种适用
随着科技的不断发展,包装生产线设备也在不断地更新迭代,以适应市场的新需求。智能化成为当前包装生产线设备的重要发展趋势。通过引入先进的传感器、物联网技术和大数据分析,包装生产线设备能够实现更为精确的控制和监测。例如,智能传感器可以实时监测生产线的运行状态,一旦发现异常,便能立即发出警报,避免故障的发生。物联网技术则使得各个设备之间能够实现互联互通,形成一个高效协同的生产系统。大数据分析则可以对生产数据进行深入挖掘,帮助企业优化生产流程,提高生产效率。环保节能也是当前包装生产线设备发展的重要方向。越来越多的设备开始采用可回收材料,减少能源消耗,降低对环境的影响。这些创新技术的应用,使得包装生产线设备在提升生产效率的同时,也更加符合可持续发展的理念。灌装生产线优化灌装速度,减少等待时间。山东全自动颗粒包装生产线
大型包装生产线设备的选型与配置,往往需要综合考虑产品类型、产能需求、生产工艺以及成本控制等多个因素。不同的生产线可能需要定制化的解决方案,以确保设备能够完美适配生产流程,较大化生产效率。例如,在易碎品或液体产品的包装中,需要选用具有防震防漏功能的包装机械;而在高速生产的场景下,则更倾向于选择自动化程度高、故障率低的先进设备。设备的维护保养与更新换代也是企业持续发展的关键,定期的培训与技术支持能够确保操作人员熟练掌握设备技能,同时,紧跟市场趋势,适时引入新技术新设备,也是保持企业竞争力的有效手段。山东全自动颗粒包装生产线玻璃瓶灌装生产线,适用于多种瓶型灌装。

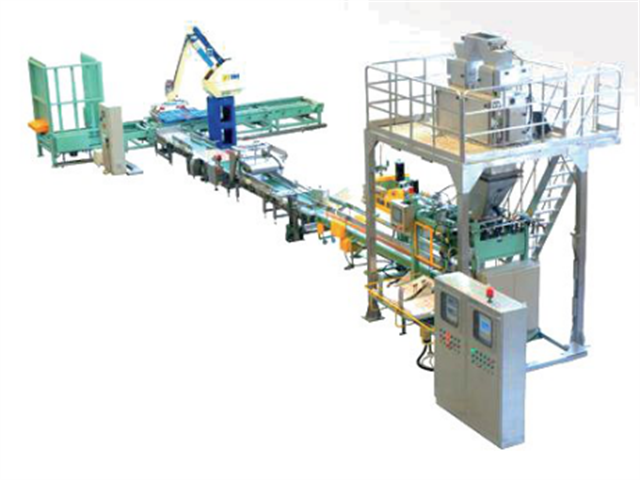
小袋装大袋二次包装生产线设备是现代包装行业中不可或缺的高效自动化装备。这一设备集成了先进的机械技术和智能控制系统,能够自动完成从小袋物料填充、封口,到大袋二次包装的整个过程。在生产线上,小袋物料首先通过精密的计量和填充设备被准确装入小袋中,并随即进行封口处理,确保了包装的密封性和产品的卫生安全。随后,这些小袋被有序地输送至大袋包装工位,由机械臂或自动输送系统精确地放入大袋中,再经过大袋的封口、贴标和称重等工序,完成整个二次包装流程。该设备不仅提高了包装效率,降低了人工成本,还通过其高度的自动化和智能化水平,确保了包装质量和产品的一致性,是现代包装企业提升竞争力和生产效率的重要工具。
醋灌装生产线是现代食品加工业中不可或缺的一部分,它集成了先进的自动化技术和严格的卫生标准,确保了醋制品从原料处理到成品包装的每一个环节都能达到高效与安全的双重标准。在这条生产线上,首先经过精密的过滤和调配系统,确保醋液的纯净度和口感的一致性。随后,通过高速灌装机,醋液被准确无误地注入到各式各样的容器中,无论是玻璃瓶、塑料瓶还是易拉罐,都能在短时间内完成灌装。紧接着,自动封盖机和贴标机协同工作,不仅提高了产品的密封性和美观度,还极大地缩短了生产周期。整个生产线配备了先进的检测系统,对醋液的品质、灌装量以及包装完整性进行严格把关,确保每一瓶出厂的醋都能符合国家标准和消费者的期待。灌装生产线自动化程度高,减少人为错误。

大型包装生产线在环保与可持续性方面也展现出了重要作用。通过精确控制物料的使用量,减少浪费,以及采用可回收材料进行包装,这些生产线在提升生产效率的同时,也积极响应了全球对环境保护的号召。许多先进的包装生产线还融入了智能检测系统,能够实时监测包装过程中产生的废弃物,并自动进行分类处理,从而实现了资源的较大化利用。随着物联网和大数据技术的应用,大型包装生产线还能够收集并分析生产数据,帮助企业优化生产流程,进一步节能减排,推动制造业向更加绿色、可持续的方向发展。灌装生产线设计合理,便于清洁与维护。山东全自动颗粒包装生产线
灌装生产线配备智能调度系统,优化生产安排。山东全自动颗粒包装生产线
喷雾剂灌装生产线是现代制药、化妆品及个人护理产品制造中不可或缺的关键设备之一。它集成了高精度的计量系统、高效的灌装技术、稳定的气雾剂推进剂填充以及严格的质量控制环节,确保了每一瓶喷雾剂产品的安全性和一致性。在这条自动化生产线上,原料经过精密配比后,通过先进的输送系统被送入灌装区域。高速旋转的灌装头在精确控制下,将液体或膏体均匀注入容器内,随后立即密封,防止污染。紧接着,推进剂在特定的温度和压力下被安全地注入,形成稳定的喷雾效果。整个过程中,传感器和机器视觉系统持续监控产品质量,任何微小缺陷都能被即时检测并剔除,从而保障了产品的良好品质。该生产线还具备高度的灵活性,能够轻松适应不同规格和配方产品的生产需求,为企业的多元化发展提供了坚实的技术支持。山东全自动颗粒包装生产线
智能后包装生产线设备在现代制造业中扮演着至关重要的角色,它们通过集成先进的自动化技术和智能化管理系统,极大地提升了包装流程的效率和精确度。这些设备通常配备有高精度传感器、机器视觉系统和智能机器人,能够实现从产品分拣、包装、贴标到码垛等一系列复杂工序的自动化处理。传感器能够实时监测生产线上的各项参数,确保包装的准确性和一致性;机器视觉系统则通过图像识别技术,对包装的外观质量进行严格把关,有效避免了人工检测可能带来的疏漏。智能后包装生产线还具备强大的数据分析能力,能够收集并分析生产数据,为优化生产流程、预测设备维护需求提供有力支持。这一系列智能化技术的应用,不仅明显提高了生产效率,还降低了人力成本...
- 合肥包装生产线多少钱一台 2025-05-29
- 郑州农药装生产线 2025-05-27
- 常州包装生产线工厂 2025-05-22
- 河南包装生产线设备 2025-05-11
- 宁波口服液灌装生产线生产商 2025-05-10
- 江西小袋装大袋二次包装生产线 2025-05-09
- 合肥颗粒自动包装生产线 2025-05-03
- 长沙自动包装生产线厂家 2025-05-02
- 江苏包装生产线设计 2025-04-25
- 山东全自动颗粒包装生产线 2025-04-23



- 宁波全自动颗粒包装生产线生产厂 2025-04-06
- 收缩生产线生产商 2025-03-29
- 济南自动包装生产线设备 2025-03-26
- 郑州全自动包装生产线厂家 2025-03-26
- 宁波自动包装生产线设备生产商 2025-03-23
- 济南颗粒包装生产线 2025-03-14


- 山东包装生产线生产 05-29
- 合肥包装生产线多少钱一台 05-29
- 郑州农药装生产线 05-27
- 安徽立式环体缠绕机 05-25
- 宁波全自动在线式缠绕机批发价 05-24
- 立式缠绕机批发 05-24
- 常州包装生产线工厂 05-22
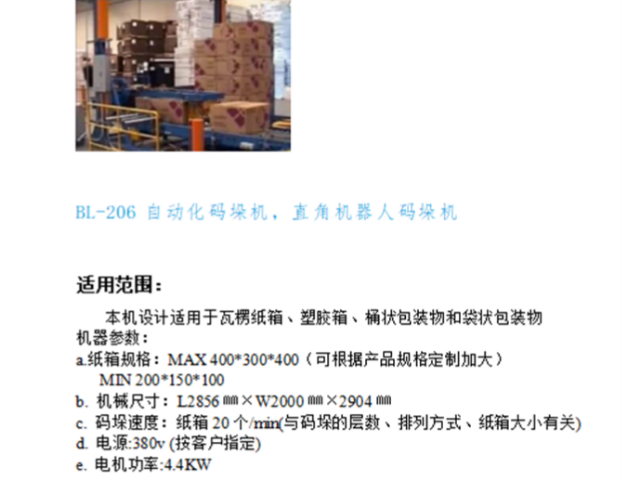
- 河南自动化直角机器人码垛 05-19
- 湖北自动码垛机设备 05-18
- 江苏专业缠绕机 05-17