液位传感器里还有激光液位传感器,他是一种非接触式高精度液位传感器,性能非常好。与超声波液位传感器的工作原理很相近,不同的地方只是把超声波换成光波。激光束很细,即使液位表面极其粗糙,它也能正常工作,激光式液位传感器可以接收的范围非常广,一般激光式液位传感器采用近红外光。它是通过利用半透射反射愤处理由光流发射出的激光。一部分作为基准参考信号输入时间变送器,另一部分通过半透射反射镜经过光学系统的处理,成为平行光束反射到物体上。浮球液位控制器安装时要选择金属外壳可靠接地,注意用电安全。江苏单片机液位检测

液位器的选择还可以根据频率响应的特性来选择。液位传感器的频率响应特性决策了被测量的頻率范畴,务必在容许頻率范畴内维持无失确实测量标准,事实上传感器的回应总会有一定的延迟时间,期待延迟时间越少越好,传感器的频率响应高,能测的数据信号頻率范畴就宽,而因为遭受构造特性的危害,机械结构的惯性力很大,因为有頻率低的传感器能测数据信号的頻率较低,在动态性测量中,应依据数据信号的特性(恒定、任意等)回应特性,以防造成烧火的偏差。江苏单片机液位检测超声波在传播过程中是有盲区距离和衰减,有一定测量范围,但没有限制,因此要选择合适的工作模式。
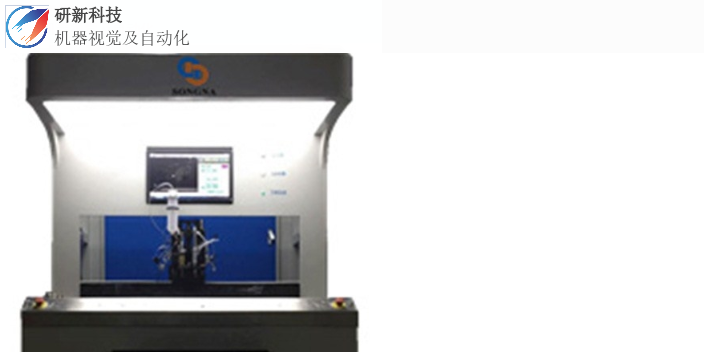
宁波研新工业科技有限公司于2018年3月全新推出小工件光学智能筛选机,备受用户关注和青睐 随着科技的快速发展,精密工件、小零件、电子行业也随之蓬勃发展,但众多厂商的产品质量检测或停留在人工检测阶段,或使用较简单的自动化检测设备,因此都面临着检测精度低、速度慢、成本高等问题。 我司研发的这款通用型小工件智能检测设备,能准确快速的检测产品的平面尺寸、几何公差、厚度以及外观瑕疵。系统采用了国际先进的机器视觉高精度非接触光学检测技术,具有检测速度快、精度高、可靠性高、检测效果稳定可24小时不停机、可实现信息集成、使用成本低等优点。该系统使得智能化检测设备代替人工检测,从而严把质量关,降低企业成本,增强甲方的信任感,为企业赢得订单增加筹码,提升企业产品市场竞争力。 1)综合零件识别率>99.8%; 2)测量误差<0.01mm; 3)零部件损坏分辨率 0.01mm2; 4)零件表面特征分辨率 0.01mm;
光学检测设备
1、成像系统:一般以工业相机+光源,这个里面有文章
工业相机:工业相机不同于普通相机的是他提供了二次开发的接口,一般情况下摄像头的提供商都会提供一个二次开发包(各种语言的:c#,c++,c,labview..),然后就是二次接口的说明文档,以及一个简单的demo,摄像头的所有光学参数都有相对应的函数可以供开发者调用,包括:帧率,曝光度,白平衡等,反正便宜的就粗糙一些,一些进口的就多一些~~
工业相机芯片分为CMOS和CCD两种,CCD比CMOS的价格贵2-3倍的样子,CCD的效果是明显优于CMOS的,一般成像上有一大堆的雪花点的,基本就可以判断是CMOS了,像素高的,分辨率自然就高,不过这跟成像质量真没啥关系,200万像素的CCD成像质量要优于500像素的CMOS的。国内现在还没有生产感光芯片的能力,所以买CCD的,500万像素以上的还是买国外的吧,德国的SVS,BVT等等有不少家。国内的工业相机提供商不少,做得比较大的是维视(西安)和睿智(北京),睿智的色彩还原度比较差,价格两者差不多。
浮球液位开关主要由磁簧开关和浮子组成。

三 :物体的运动速度。在图像获取获取过程中,图像模糊精度取决于物体运动速度和相机曝光时间,所以物体运动速度快很可能导致图片成像模糊,此外其他设备,比如CCD工业相机、工业镜头、光源等也会间接影响检测。
四 :在高精度测量的时候一般是需要进行标定,主要分为光学畸变标定、投影畸变标定、物像空间的标定等,不过一般的标定算法都是基于平面的标定,对于不是平面的很难用标定算法解决。 还有有些特殊的测量过程中不会使用到标定板,所以标定算法不一定能解决所有问题。
五 :软件的测量精度。测量精度一般在1/2-1/4个像素,原因是测量软件精度过小,从图像上提取的特征点信息就越少。
机器视觉系统的特点是可以提高生产的柔性和自动化程度。在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;另外,在大批量工业生产过程中,用机器视觉系统检查产品质量显然要比人工方式速度快,精度高,而且可以大大提高生产效率和生产自动化程度。另外,机器视觉系统便于信息集成,是实现现代工业自动化的基础技术。
液位检测由于应用领域不同对性能的要求也不同。江苏单片机液位检测
超声波无线液位传感器利用超声波的发射和接收,根据超声波传播的时间来计算出传播距离。江苏单片机液位检测
虽然,视觉检测系统相比人眼更加具有精细性,但会由于一些外在因素的印象而导致其精确性受到冲击。在国内,设备视觉检测技术主要应用于定位、检测、测量和识别四个主要方面,在进行图像采集和图像处理的过程中,下面五个问题直接影响了设备视觉检测系统分析数据获取的精确性。
一 :工件位置的一致性。工件位置的不一致性是导致测量检测的一个关键要素。工业生产线上不论是在线检测还是离线检测,设备视觉检测系统在获取产品图片信息时需要确保产品所抵达的位置是同一个位置,否则会出现定位不准确,测量工具出现的位置就不准确,导致测量结果出现偏差,对于产品的合格性很难把控。
二 :打光的稳定性。在设备视觉应用中,打光的稳定性最影响测量的精度,因为只要是光照发生微小变化,测量结果都可能出现1到2个像素差。主要原因是光照的不稳定会影响到图像采集边缘位置发生变化,所以在设备视觉检测系统设计中将环境光的影响消除到比较低,同时要保证配套的主动光源的稳定性。
江苏单片机液位检测
宁波研新工业科技有限公司是一家专业从事“高精度测量|表面缺点检测|视觉引导机械手系统|智能化产线 ”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“研新科技”等品牌拥有良好口碑。我们坚持“服务至上,用户至上”的原则,使宁波研新工业科技在机械及行业设备中赢得了众多的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取最准确的资料,谢谢!