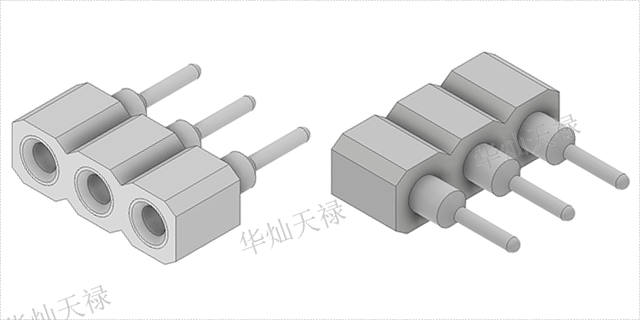
排针中的制造原材料白色光亮,色泽介于银与镍之间,初始可焊性尚可,高温老化或长期存放时可焊性降低比较严重。原本用于与人体接触的装饰品的镀金底层,也可用于电性能要求不太高,但抗变色要求较高的白色调、有一定可焊性要求的埸合。说了这么多,我们到底该如何选择排针呢?人们在选择排针时,首先会考虑到成本的控制,其它是对高质量、高稳定性,还有排针本身的设计特点。其实说穿了,对于排针的选择既要耐用、成本还不能高,还得适合自己使用。双排接插件是一种运用于电子器件、家用电器、仪表盘中的通用性连接器件。江苏间距排针排母厂
母排折弯时应符合下列规定:母排开始弯曲处距绝缘子的母排支持夹板边缘不应大于0.25L,但不得小于50mm。分支母线开始弯曲处距主母线连接位置不应小于30mm;矩形母排应减少直角弯曲,弯曲处不得有裂纹及明显的折皱,母排的小弯曲半径应符合表2的规定。在液压机上的压花模具进行压花,母排压花面应均匀清晰。母排采用螺栓固定搭接时,连接处距绝缘子的支持夹板边缘不应小于50mm;上片母排端头与下片母排平弯开始处的距离不应小于30mm。母排扭转90°时,其扭转部分的长度应为母排宽度地2.5倍~5倍。母排的接触面加工必须平整、无氧化膜。经加工后其截面减少值;铜母排不应超过原截面的3%;铝母排不应超过原截面的5%。江苏间距排针排母厂排母连接器的发展应该向着小型化发展。
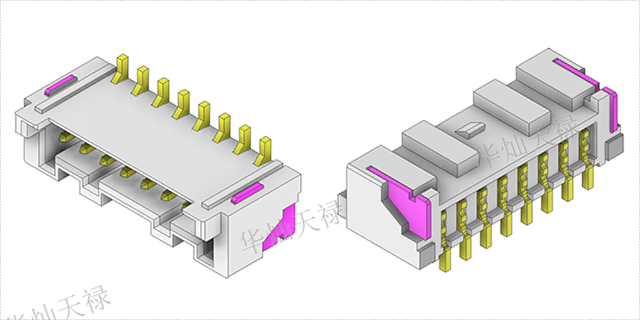
排针排母连接器在过波峰焊温度及時间须严控好波锋焊的温度及过炉時间。加热温度100℃±5℃,不超过120℃,且预热温度升高规定稳定,电焊焊接温度为245℃±5℃,焊接時间提议不超过3秒;在散热设计方案时,排针排母连接器工作中运作会发烫,温度过过高危害LED的损耗速率和可靠性,故PCB板的散热设计方案、壳体的自然通风散热设计方案都是会危害LED商品的主要表现,我感觉排 针排 母未来发展趋势会微型化进行,就指的是排针 排 母连接器关键的间距更小,相对密度小是完成大芯数化,密度高的PCB连接器有效触碰件数量达600芯,器械较多可达5000芯。
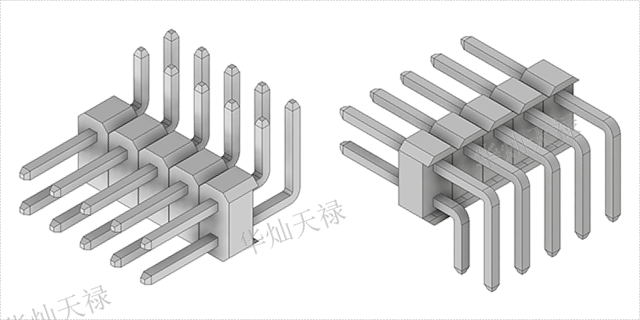
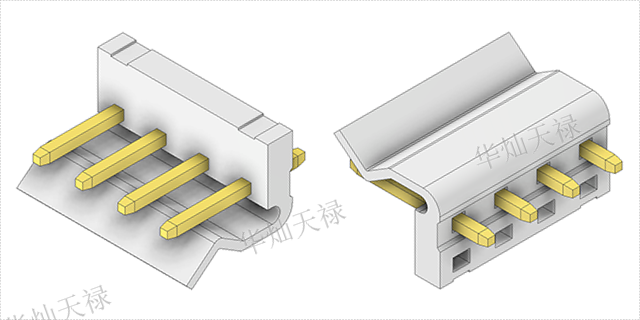
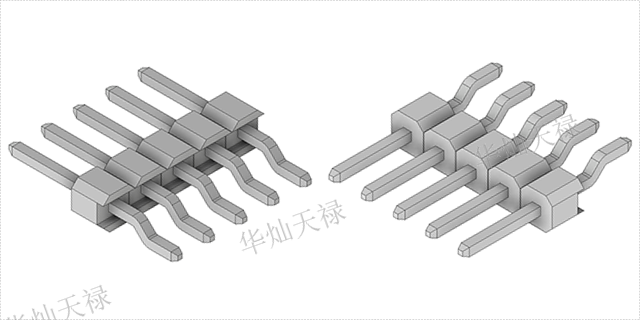
排针排母加工工艺过程主要为 :先按要求用黄铜(或磷青铜)加工好插针,并按要求先镀镍再镀金,再使用模具加工好绝缘体部份,在设备上按尺寸要求将插针镶到绝缘体上。排针排母按照间距划分:分0.8mm,1.0mm,1.27mm,2.0mm,2.54mm间距。按照塑胶高度和塑胶数量划分(比如说单塑,双塑,3塑等)按照排针排母的排数划分:分单排、双排、3排、4排等,排针排母包装方式:袋装、管装,卷装,排针排母材料:插针材料: 黄铜或磷青铜 ;绝缘体材料。排针技术实力和产业地位将决定我国相关企业的发展速度。
排针排母采用的原材料主要有铝、铜、银、金、塑料等,产业链上游主要是金属及塑料供应商,上游较多行业集中度较高,排针排母行业对上游企业议价能力较弱;排针排母产业链下游主要是3C电子、家电、汽车等厂商,我国智能手机、白电等行业集中度高,而国内汽车电子市场主要被国际巨头所占据,排针排母行业对下游企业话语权同样较弱。由此来看,排针排母行业盈利空间有限。排针排母行业进入门槛较低,我国生产企业数量多,除小部分企业外,大部分企业以低端产品生产为主,市场同质化竞争严重,行业整体盈利能力弱。除此之外,排针排母在低端市场中,有较大的可能性被价格更为低廉的接线端子等产品所替代。由此来看,未来我国排针排母行业中较多技术落后、以低端产品生产为主的企业将逐步被淘汰。排针排母连接器注意操作说明。江苏间距排针排母厂
排针排母连接器在过波峰焊温度及時间须严控好波锋焊的温度及过炉时间。江苏间距排针排母厂
根据母排的搭接要求和需要进行搪锡,将铜母排用回丝擦干净,用砂纸将母线表面打光,然后将其浸入氯化锌溶液中,浸泡三至五分钟,母线表面目视呈白色时,取出母排置于搪锡槽中浸泡三至五分钟,时间长短视母线大小而定,搪锡后取出母排并用毛刷清理其表面的锡粒,使之表面光洁。将母排置于水中冷却,然后用洗洁精清洗母排,并用水冲洗干净、晾干。按母排的走向对母排进行弯曲。母排折弯要先进行定位,然后在多工位母排加工机或数控弯曲机上进行弯曲,弯曲时只可冷弯,不可热弯。江苏间距排针排母厂