
解决策略:1、投影式测量:此方式要求测量误差小于刃具加工工序所允许的误差,顾名思义就是要选择精度极高的对刀仪;2、接触式测量:此方式往往更加常用、性价比也较高,也能够保证很高的测量精度,并且可靠,但对于测量器械也有一定要求。A、需要有有效的方式提示操作者刃具刃尖所处位置;B、采用触碰式测量,要给测量...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
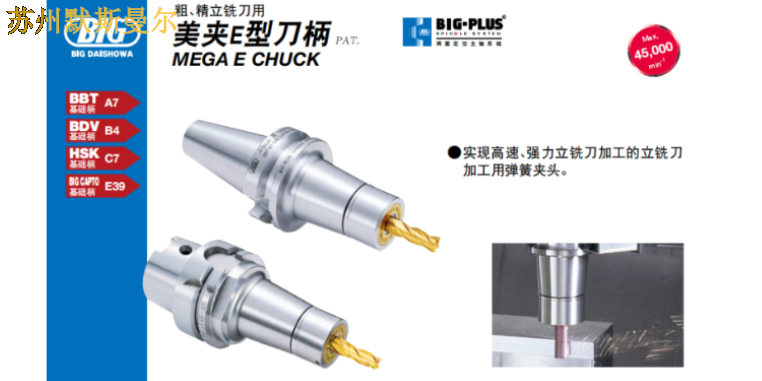
粗、精立铣刀用BIG美夹E型刀柄PAT.MEGAECHUCK.实现高速、强力立铣刀加工的立铣刀加工用弹簧夹头。具有很强夹持力的夹套设计;美夹E型夹套采用楔子效果更佳的小锥角,并通过增加刃具柄部的夹持长度实现了优异的夹持力和向心性,可发挥稳定的夹持性能。根据用途对应的内冷方法;带油封功能的内冷螺母。拆掉内部的PS密封圈后可以使用端面给油。有效抑制振动的厚壁本体;为了防止立铣刀加工引起的振动及加工面的倾斜,设计时将刀柄本体在厚度上提高一档。而且,通过将刀柄的杆部设计为锥体形状,有效改变了加工振动的传递,提高了振动的衰减效果。BIG大昭和的发展趋势如何。四川国内BIG大昭和刀片
BIG大昭和
BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。N/C车床用刀柄N/CLATHETOOLING提高NC车床的效率,以可靠的技术为生产效率提供支持从适合小型车床用刀柄到攻丝刀柄,产品系列丰富内径车削用斯玛特防振镗车刀杆新上市:重量级的斯玛特防振刀柄,可瞬间衰减粗精加工的振动。提高车床刀柄定心作业的效率:量表始终朝向正面,可边看边进行刀柄的定心操作。可视性良好的定心测定器闪亮登场。四川国内BIG大昭和刀片BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选。

BIG大昭和——优越性能,满足您的需求在工业领域,精密与稳定是永恒的追求。BIG大昭和,以其前面的技术和优越的品质,成为众多工程师的心目中理想品牌。其产品规格齐全,无论是小型CNC还是大型龙门设备,都能找到合适的应用型号。性能上,BIG大昭和的产品表现出色。高精度的制造工艺确保了每一个部件的准确配合,很大提升了设备的整体性能。同时,其出色的耐用性和稳定性,减少了维修和更换的频率,为客户节省了宝贵的成本和时间。用途很广是BIG大昭和的另一大特点。无论是汽车制造、电子设备还是航空航天等领域,BIG大昭和都能提供针对性的解决方案。其产品不仅能满足日常生产的需求,还能在极端环境下发挥出色的性能。客户至上,始终是BIG大昭和的服务理念。通过深入了解客户的需求,提供定制化的产品和服务,BIG大昭和确保每一位客户都能得到满意的体验。选择BIG大昭和,就是选择了品质与信赖的保障。在工业,BIG大昭和将继续秉承创新精神,以更优良的产品和服务,满足不断变化的市场需求,助力客户实现更大的成功。
所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问题也是我们在选择时必须考虑的问题。随着市场上用户对产品质量要求的不断提高,越来越多机加工产品会遇到圆弧倒角的要求。相对于C倒角,圆弧倒角有诸多优点:没有棱边,圆弧使得孔端尺寸、形状,渐变、平滑,更利于装配,不产生毛刺、锐边,内应力较小,强度高。BIG大昭和的斯玛特防振刀柄实现高速、高效的大悬深加工。
虽说可使加工中心主轴实现高速旋转,但受动态跳动精度、发热、振动等技术问题限制,在某些小径刃具加工方面,仍会有机床转速达不到加工要求的情况出现。当出现此类情况时,能够弥补机床转速不足的辅助工具就变得必不可少了。作为辅助机床的效率化工具,BIG有最高转速可达120,000r/min的高速气动刀柄RBX系列。
此产品使用干燥空气驱动内部涡轮,通过陶瓷轴承保持刃具主轴旋转,因此,可以实现动态跳动精度3μm以内且具有低噪音,低振动,低发热的特点,用于精密微细加工。综合以上,在小径加工领域,跳动精度尤其重要,刀柄的性能关系着加工优良与否。BIG基于高品位的理念旨在为客户提供高精度,高的品质的产品。 BIG大昭和的定心刀柄可简便、切实地对转塔车床用套筒刀柄进行定心调整。四川国内BIG大昭和刀片
苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,欢迎新老客户来电!四川国内BIG大昭和刀片
如果您身边有在使用HSK主轴系统,身边的刀柄有类似这种型号:HSK-A100、HSK-E50、HSK-F63……我的这篇文章您一定对您有帮助。不用说能提高冷却液压力,也不用说能延长刀柄寿命,更不用说能提高刀柄精度,单说对于机床主轴寿命的延长就能节约大量成本!这是怎样做到的呢?先来简单的了解下HSK主轴系统是如何锁紧刀柄的吧!将收缩的卡爪伸入刀柄内锥孔,撑开卡爪后卡住刀柄,向右拉紧完成刀柄安装。那么,这时候就有细节问题了,也是牵一发而动全身的至关重要的细节。锥孔内壁是否干净,是否在此时主轴卡爪撑开夹紧刀柄时,卡爪与锥孔内壁之前存在卡住切屑的可能(因为这种滴水石串的情况,让不少客户主轴损坏了,需要维修主轴)。四川国内BIG大昭和刀片
与BIG大昭和相关的文章

江苏日本BIG大昭和厂商
- 江苏靠谱的BIG大昭和技术 2024-05-31
- 山东什么是BIG大昭和型号 2024-05-30
- 四川附近BIG大昭和代理商 2024-05-30
- 江苏进口BIG大昭和厂商 2024-05-21
- 成都日本BIG大昭和真假区分 2024-05-18
- 广东国内BIG大昭和报价 2024-05-17
- 安徽日本BIG大昭和结构 2024-05-11
- 山东进口BIG大昭和报价 2024-05-08
- 四川国内BIG大昭和刀片 2024-04-29
- 重庆日本BIG大昭和价格 2024-04-26
- 江苏国内BIG大昭和厂家 2024-04-25
- 广东进口BIG大昭和报价 2024-04-21
与BIG大昭和相关的产品


与BIG大昭和相关的新闻
-
天津什么是BIG大昭和刀片 2024-04-06 08:43:40BIG大昭和——优越性能,满足您的需求在工业领域,精密与稳定是永恒的追求。BIG大昭和,凭借其出色的产品特性和功能,成为了众多企业的品牌。其产品规格多样,适应性强,无论是大型机械设备还是精密仪器,都能找到合适的应用解决方案。性能上,BIG大昭和展现了很高的优势。高精度的制造工艺确保了产品的稳定性和耐...
-
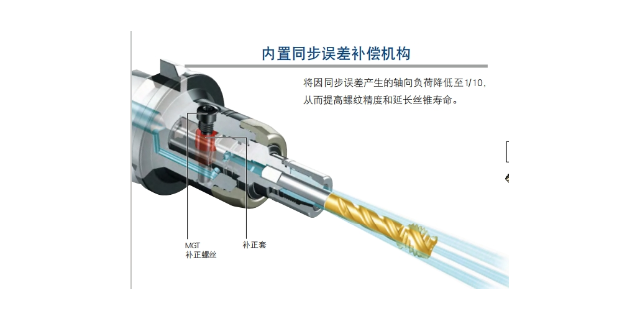
福建日本BIG大昭和型号 2024-04-04 08:32:10深入研究之后发现,究其原因,其实是丝锥在攻丝到底反转退出的时候,由于机床主轴需要经过减速、停转、然后再反转加速的复杂过程,从而造成出现了F、n、P之间的不同步误差。使用图中这样的美夹同步攻丝刀柄就能解决这个问题,主要是在刀柄中间添加了一种特殊的轴向缓冲机构,消除同步误差。可以提高螺纹精度,大幅延...
-
成都附近BIG大昭和刀头 2024-03-29 08:00:31因此,高精度刀柄不但不会增加产品的制造成本,反而能大幅降低企业的刃具消耗成本,提高产品精度和表面质量,更重要的是可以提升产品的工业附加值和企业的主要技术竞争力,收获更高的利润和企业形象。近年来随着机械加工行业的发展,对刀柄的要求越来越高,刀柄选择的问题也越来越突出。首先我们来看一些常用的刀柄种类及其...
-
浙江日本BIG大昭和多少钱 2024-03-24 08:30:24与此同时,为了刀片的更加充分利用,根据刀片的特性,在倒角刀使用后消耗掉刀片4个直角边后,利用以下45°面铣刀盘,更可以充分利用正方形刀片的四个刀尖进行面铣加工,将原本四个刃的刀片用出8个刃的效果来。 同时,因为刀片本身结构的特性,该切削工具面铣时,四个刀片的切削刃形状如同四个修光刃...
与BIG大昭和相关的问题
与BIG大昭和相关的标签
新闻资讯
产品推荐
-

湖北微调大昭和刀柄多少钱
2024-05-15 -

安徽日本BIG大昭和结构
2024-05-11 -

山东进口BIG大昭和报价
2024-05-08 -

福建大昭和刀柄型号
2024-05-07 -

四川国内BIG大昭和刀片
2024-04-29 -
重庆日本BIG大昭和价格
2024-04-26 -

江苏国内BIG大昭和厂家
2024-04-25 -

四川附近大昭和刀柄价格
2024-04-25 -
四川系列大昭和刀柄厂家
2024-04-24