
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
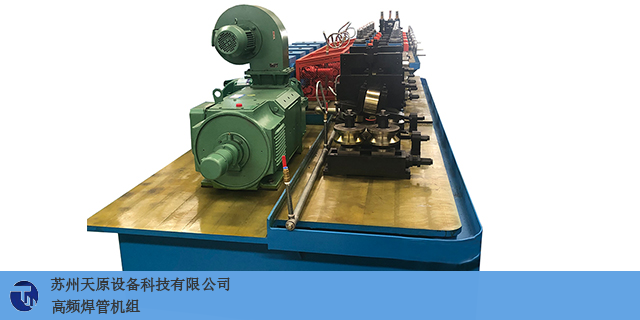
高频焊技术也会用于焊管机组中,它的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流zhi沿导体表层流动的一种物理现象。导体的电阻率越低、磁导率越大、电流的频率越高,其集肤效应越有用。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。什么行业要用到焊管机组?安徽先进焊管机组铸造辉煌
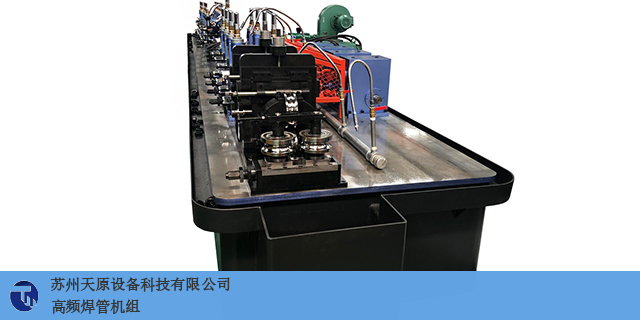
焊管机组
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝钢管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力和轴向应力。总有人问,螺旋钢管与直缝钢管有什么不同?哪个会更好?一般DN350以上,管径较大的为什么要用螺旋钢管而不用直缝钢管呢?原因我们现在来解说。具体说来,螺旋钢管和直缝钢管都是属于焊管的一种焊缝形式。两者一般在使用范围不一样。螺旋钢管因为焊缝是螺旋的,故所承受液体的压力会分布在管子各侧,增强管子的强度。如果用直缝钢管的话,一般的大管子都是用钢板卷起来直焊,所需较大的钢板,增加了制作难度,故管径较大的会使用螺旋管。安徽先进焊管机组铸造辉煌哪些企业和厂家生产焊管机组?

从焊接工艺而言,螺旋钢管与直缝钢管的焊接方法一致,但直缝钢管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管和直缝钢管都是焊接钢管的一种,它们在国民生产建设中应用较广,螺旋钢管和直缝钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下螺旋钢管和直缝钢管的区别。直缝钢管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管的强度一般比直缝钢管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。而且。
焊管机组是和直接的焊管区别还是很大的,直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。图片图片直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。苏州哪个焊管机组厂家好?
高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊接质量较高。一方面是热交换,另一方面是保护性能。基于高频焊管的过程比较简单,所以相对而言,高频焊管的生产效率要更高一些,但是基于双面埋弧焊管不断的发展,其生产效率也在进一步的提高。总而言之,两种焊接方式各有其优缺点。高频焊管的优势是开裂可能小,焊接速度快,焊接成型方式简单,生产效率高。双面埋弧焊管的主要优势是实现了自动化,焊接质量高等方面。至于在实际中应该选择哪种焊接方式,还需要根据具体情况具体分析。你知道江苏哪里有焊管机组厂家吗?安徽先进焊管机组铸造辉煌
焊管机组的工作原理与工作特点。安徽先进焊管机组铸造辉煌
焊管机组选择哪一种轧制底线,要根据焊管规格、机组状况、管坯材质以及焊管机组正常生产速度等因素而定,一般可遵循下列四条基本原则:(1)管径壁厚比(D/T比)原则;(2)机组原则,有些焊管机组的下轴标高是不可调的,因此通常只能按水平轧制底线布辊。;(3)管坯材质原则,要求根据管坯强度高低、软硬等选择轧制底线。当生产高qiang度焊管时,定径段提倡选用“上凸”或者“水平+上凸”轧制底线,这样矫直就会少走弯路,也会更顺利;(4)速度原则,正常生产时,焊接速度较快的机组,定径轧制底线上凸要比速度慢的机组大一点,反之要小一点。因为速度慢的机组,焊管冷却时间和在定径机中受到矫直力作用的时间都比速度快的机组要长,应力平衡更充分,焊管直度会更好。轧制底线选择得恰当与否,对焊管坯的横向变形、断面变形和纵向变形都会产生巨大影响。安徽先进焊管机组铸造辉煌
苏州天原设备技术有限公司是集科研、设计,设备制造和技术服务为一体的企业,多年来在国内多位钢管界教授指导下,追踪国外同类设备工艺与先进技术,系统地分析国内引进设备的实践,在博采众长的基础上,勇于创新。公司主要产品从16-219的高频直缝焊管机组,注重技术创新和发展根据市场需求调整机组设计,进的工艺、检测手段的严谨的工作作风,保障了设备的质量。目前,本公司产品除了供应国内市场还出口到东南亚,南亚,中东,非洲,南美洲,东欧等地区,得到用户一致好评,公司有完整的售后服务体系,会派专人指导客户机组安装调试并培训操作人员直到机器正常运转生产。机组有一年的质保期,对于客户的要求我们会及时回复24小时之内提出...
- 山西性能优良焊管机组市场 2024-05-21
- 河南制造焊管机组产品介绍 2024-05-15
- 辽宁机械焊管机组厂家报价 2024-05-13
- 安徽先进焊管机组铸造辉煌 2024-05-09
- 甘肃正规焊管机组诚信为本 2024-05-04
- 浙江正规焊管机组特价 2024-04-29
- 安徽焊管机组铸造辉煌 2024-04-26
- 福建焊管机组经验丰富 2024-03-02






- 南京采购焊管设备售后 05-25
- 苏州关于焊管设备怎么样 05-24
- 常熟好的焊管设备供应 05-22
- 江苏机械焊管机组检查 05-21
- 高频直缝焊管设备价格 05-21
- 山西性能优良焊管机组市场 05-21
- 黑龙江哪有卖高频直缝焊管设备 05-20
- 精密焊管设备价格是多少 05-20
- 河南制造焊管机组产品介绍 05-15
- 辽宁机械焊管机组厂家报价 05-13