不同生产规模下,高分子异形件成本的变化趋势如下: 小规模生产 固定成本占比高:设备采购、模具制造等固定成本,会分摊到少量产品上,导致单位产品固定成本较高。例如,一套模具成本 5 万元,若只生产 1000 件产品,每件产品分摊模具成本 50 元。 原材料采购成本高:采购量小,难以获得价格优惠,且原材料利用率可能较低,边角料浪费相对较多,使得单位产品原材料成本增加。 人工成本高:生产过程中人工操作环节多,生产效率低,单位产品的人工工时成本较高。而且小规模生产难以实现精细化分工,工人可能需要兼顾多种工作,无法充分发挥专业技能,也会影响生产效率和成本。 缺乏规模效应:无法在生产工艺优化、设备更新等方面进行大规模投资,生产技术和管理水平相对落后,导致产品次品率较高,增加了生产成本。高分子异形件在汽车发动机、内饰等部位常见,因形状特殊而适配特定工作场景。上海高分子异形件批量定制

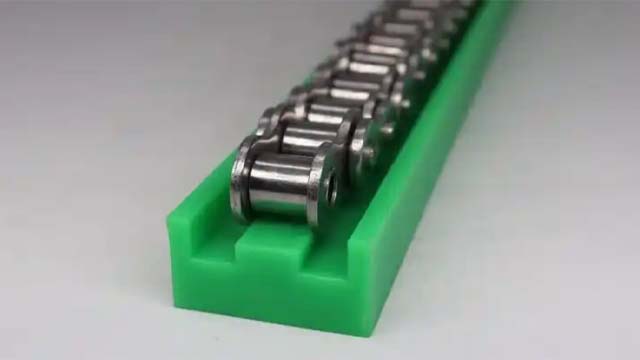
工业机械领域 齿轮:尼龙齿轮具有良好的耐磨性、自润滑性和抗冲击性,可降低噪音和能量损耗,广泛应用于各种传动装置中,如纺织机械、食品机械、办公设备等。 滑块与导轨:尼龙滑块和导轨用于机械的直线运动部件,能提供低摩擦、高耐磨的滑动表面,保证设备的精度和稳定性,常见于机床、自动化生产线等设备。 汽车工业领域 发动机盖板:采用玻纤增强尼龙材料制成的发动机盖板,具有隔音降噪、轻量化的特点,还能提高机舱的外观整洁度。 进气歧管:尼龙进气歧管具有轻质化、成本低、隔热效果好等优点,可提高发动机性能、降低噪音,现在大部分汽车厂商都采用尼龙制造进气歧管。上海高分子异形件批量定制高分子异形件用不同尼龙经特定工艺制成独特形状,满足各类工程需要。

优化模具设计 合理设计冷却系统:冷却通道的布局应根据异形件的形状、壁厚分布进行优化,使模具各部位冷却均匀。例如,对于壁厚不均匀的高分子异形件,在厚壁部位应增加冷却管道的数量或增大冷却管道的直径,以加快厚壁部位的冷却速度,减少因冷却不均导致的翘曲变形。 采用平衡式流道:流道设计应保证尼龙熔体在模具内均匀流动,避免出现流动不平衡现象。平衡式流道可以使熔体同时充满各个型腔,减少因充模时间不同而产生的内应力,从而降低翘曲变形的可能性。 设置合理的脱模机构:脱模机构的设计要确保异形件在脱模过程中受力均匀,避免因脱模力过大或不均匀导致异形件变形。例如,采用多个均匀分布的顶针进行脱模,顶针的直径和长度应根据异形件的结构和尺寸进行合理选择,以保证顶出时能提供足够且均匀的力。
高分子异形件的重量因具体的尺寸、形状、厚度以及尼龙材料的密度等因素而异。 一般来说,普通尼龙材料的密度大约在 1.15 - 1.25 克 / 立方厘米。如果已知高分子异形件的体积,就可以通过密度公式 m=ρV (其中 m 是质量, ρ 是密度, V 是体积)来大致计算其重量。 例如,一个体积为 100 立方厘米的高分子异形件,若采用密度为 1.2 克 / 立方厘米的尼龙材料,其重量大约为 1.2×100=120 克。 但实际情况中,高分子异形件的形状往往较为复杂,准确计算体积可能有一定难度。对于一些规则形状的高分子异形件,可以通过相应的几何公式计算体积;而对于不规则形状的高分子异形件,可能需要采用排水法等实验方法来测量其体积,进而估算重量。高分子异形件借特殊工艺把尼龙制成不同形状,满足众多行业使用需求。

流动性影响机制:尼龙材料的流动性对异形件的成型质量和变形情况有重要影响。流动性过差,会导致充模不满,增加制品的内应力;流动性过好,又容易造成飞边、溢料等问题,并且在冷却过程中也可能因流动不均匀而产生变形。应对措施:根据异形件的结构和尺寸,选择流动性合适的尼龙材料。对于结构复杂、薄壁的异形件,需要使用流动性较好的尼龙;而对于厚壁、结构简单的异形件,流动性适中的尼龙即可满足要求。同时,可通过调整加工温度、注射压力等工艺参数来优化材料的流动性。添加剂影响机制:为了改善尼龙的性能,通常会添加一些添加剂,如增强剂、增塑剂、润滑剂等。增强剂如玻璃纤维、碳纤维等,可以提高尼龙的刚性和尺寸稳定性,减少变形;而增塑剂会降低尼龙的玻璃化转变温度和硬度,增加其柔韧性,但过量使用可能导致异形件在使用过程中因承载能力下降而发生变形。应对措施:合理选择添加剂的种类和用量,根据高分子异形件的使用要求和性能特点,优化添加剂配方。在添加增强剂时,要注意其分散性和与尼龙基体的结合力,以充分发挥增强的效果;对于增塑剂等可能影响变形的添加剂,要严格控制用量。这类异形件借助尼龙优点,通过工艺塑造形状,广泛应用于各类产业。上海高分子异形件批量定制
作为重要工业零件,高分子异形件以特殊形状和性能服务于众多领域。上海高分子异形件批量定制
生产设备与工艺因素 注塑机的性能:注塑机的螺杆转速、注射压力和保压压力等参数对高分子异形件的外观质量有重要影响。螺杆转速过快,会使尼龙熔体产生过多的剪切热,导致材料降解,影响外观;注射压力不足,可能会导致制品表面不饱满、有缩痕;保压压力不当,则可能引起制品尺寸不稳定、表面出现流痕等问题。 加工温度:料筒温度、模具温度等加工温度的控制至关重要。料筒温度过高,尼龙熔体会过热分解,产生气泡、黑点等缺陷;温度过低,熔体流动性差,会导致制品表面粗糙、有冷料斑。模具温度不均匀,会使制品冷却不均匀,产生翘曲变形,影响外观平整度。 成型周期:成型周期包括注射时间、保压时间、冷却时间等。如果成型周期过短,高分子异形件可能未充分冷却定型,脱模后容易变形;成型周期过长,则会降低生产效率,且可能导致制品表面老化、发黄。上海高分子异形件批量定制