- 品牌
- 上海稞枫机械
- 型号
- 齐全
- 材质
- 不锈钢,玻璃钢,陶瓷,橡胶,滚塑
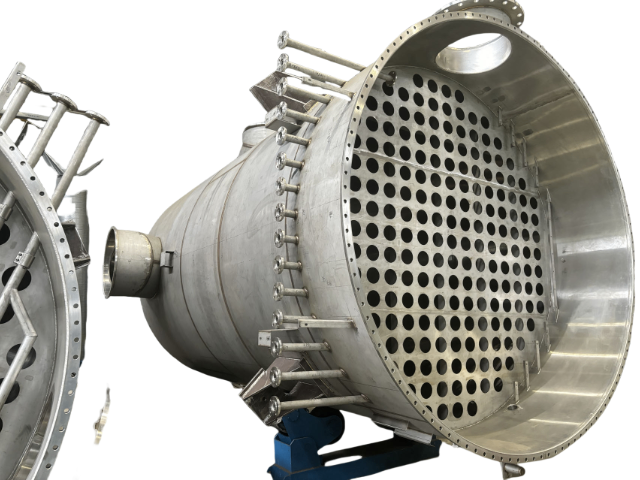
制造工艺:1、压力容器制造工序一般可以分为:原材料验收工序、划线工序、切割工序、除锈工序、机加工(含刨边等)工序、滚制工序、组对工序、焊接工序(产品焊接试板)、无损检测工序、开孔划线工序、总检工序、热处理工序、压力试验工序、防腐工序。2、不同的焊接方法有不同的焊接工艺。焊接工艺主要根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。确定焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等等。压力容器的失效模式通常包括材料疲劳、腐蚀和过载,设计时需特别关注。安徽不锈钢压力容器价格

加工误差变形:1.下料误差变形,由于下料尺寸不准,使成型后的部件形状超出了标准规定。下料尺寸不准主要是由于计算或放大样有误,除了提高下料人员的技术水平,还应施行下料尺寸校对制,并尽可能采取下料尺寸计算机软件管理。2.成型误差变形,压力容器部件在加工成型中,由于操作不当或模具不标准而产生变形:热成型封头脱模温度有一定要求,如温度尚高就过早脱模会导致封头收缩较大,严重时可使其几何尺寸超标;机械辊制或压制的容器部件,因操作不当使之产生变形;模具设计考虑不周或有误,使成型后压力容器部件的几何尺寸不符合要求。安徽不锈钢压力容器价格压力容器的防护罩设计应考虑便于维修和检查。

压力容器运行须知:(一)严禁超参数(压力、温度)运行。(二)严禁安全阀超期未校验,安全附件检验不合格的压力容器不允许投入使用。(三)快开门式压力容器确保安全联锁装置有效。(四)压力容器未经检验或检验不合格不得继续使用。(五)不得将液化石油气钢瓶加热、倾覆、倒立使用。压力容器的安全附件:(一)安全阀:常常被称为”然后一根救命稻草“。当压力超过校验值时,安全阀打开,排出部分介质,直到不超压。(二)压力表:用于指示压力的装置。(三)液位计:用于测量液位的装置。
压力容器安全附件有哪些?1、爆破片,能在规定的温度和压力下爆破,泄放压力。2、温度计,可以检测容器中液体介质的温度。3、液位计,可以检测容器中液体介质的液位高低。4、减压阀,通过调节,将进口压力减至某一需要的出口压力,并依靠介质本身的能量,使出口压力自动保持稳定的阀门。5、紧急切断装置,当管道及其附件发生破裂及误操作或罐车附近发生火灾事故时,可紧急关闭阀门迅速切断气源,防止事故蔓延扩大。6、快开门式压力容器的安全联锁装置,快开门安全联锁报警装置是防止快开门式压力容器发生操作事故的有效措施。风险评估在压力容器的设计及运用中至关重要,能帮助识别潜在的安全隐患。

变形与预防,应力变形及预防,1.火焰切割变形:(1)筒节:大直径壳体短筒节下料(料较长且较窄)时,其端口的火焰切割加工边易发生变形。因切割高温冷却后,加工边产生收缩,直线边变为“弧线”边,筒节辊圆后,其端口就不在一个水平面上,误差较大时,满足不了组对和焊接的要求。应采取对称切割或机械加工等方法避免产生变形。(2)封头:成型封头火焰净料切割后,其端口周边会产生收缩,使封头口径变小。严重时,收缩后的封头口径满足不了尺寸要求。对整体成型的封头端口加工,如采取火焰切割,则其成型模具设计时要考虑切割后的收缩量;对瓣片式组合封头的端口加工,如采取火焰切割,则封头组装时口径要适当放大,以弥补切割后的收缩量。也可采取机械加工的方法避免产生变形。(3)机加工件坯料(主要是钢板坯料):这种坯料多用于压力容器上的大型法兰或密封圈等。火焰切割后,由于钢板胀缩不均,致使坯料板面不平,严重时造成坯料面的加工量不够。应在坯料板切割后进行平整矫形,对难以矫形的坯料板,可适当增大其加工余量。压力容器的安全操作包括正确使用压力表、阀门等附件设备。安徽不锈钢压力容器价格
压力容器在停用或闲置时,应进行适当的防腐处理以延长使用寿命。安徽不锈钢压力容器价格
材料代用需注意以下事项:材料代用规定,在设备的设计和制造过程中,常常受到材料的采购和选择困难或者是处于在经济上的不足考虑和分析,材料代用在压力容器的设计中普遍应用。《固定式压力容器安全技术监督规程》在压力容器材料代用中做了明确的规定,在其设计和制造中,主要要求是通过压力容器的承压部件材料的选择中要和被代用的材料不只外形质量相似,而且要充分考虑材料的化学成分、尺寸标准、性能指标和监测方式进行合理的代用。材料代用较基本的原则是:在代用中要杜绝各种指标不达标材料的应用,严格确保材料质量和达到一定保证,在技术上代用材料的技术要求不能够低于被代用材料,可以通过多种材料选择方式对材料进行检测和测试。安徽不锈钢压力容器价格
- 天津小型压力容器制造商 2025-06-02
- 储气罐压力容器参考价 2025-05-30
- 深圳锅炉压力容器厂家 2025-05-30
- 上海蒸汽压力容器价位 2025-05-17
- 重庆搅拌器压力容器 2025-05-12
- 北京化工压力容器现货直发 2025-05-11
- 浙江化工压力容器参考价 2025-05-10
- 浙江锅炉压力容器厂家 2025-05-08