等等。同时图中必须明确施工期间临时支撑布置情况。构造要求桁架下弦钢筋伸入梁边的锚固长度la不应小于5d,且不小于50mm,压型钢板伸入梁边不应小于30mm。采用A型钢筋桁架楼板时,其长度宜为200mm的倍数,特殊情况下长度可为100mm的倍数;采用B型钢筋桁架模板时,其长度宜为100mm的倍数。设计时,应调整柱网及梁上翼缘宽度,与之相适应。楼板厚度大于等于100mm,小于等于300mm。楼板开孔,孔洞切断桁架上下弦钢筋时,孔洞边应设洞边加强筋,当孔洞边有较大的集中荷载或洞边长大于1000mm,应设洞边梁。钢筋桁架模板悬挑长度不宜大于7ht,否则,施工时必须设临时支撑。附录注:1.材料:上下弦采用成盘供应的冷轧带肋钢筋550级,腹杆采用成盘供应的冷轧光圆钢筋550级,底部镀锌钢板屈服强度≥330N/mm2。2.施工阶段挠度控制值为L0/180及20mm较小者。当使用对挠度值有更严格要求时,需另行设计。3.产品编号说明:4.“每沿米模板桁架用钢量”是指一块3榀桁架构成的模板,沿长度方向每米桁架的用钢量(不包括支座钢筋和底部镀锌钢板)。5.“单位面积桁架用钢量”是指平均每平方米模板桁架的用钢量(包括支座钢筋,不含底部镀锌钢板)。因其具有经济、便捷、安全、可靠的特点,越来越多的建筑商和业主选择更科学、更具效益的钢筋桁架楼承板。陕西无人化生产全自动钢筋桁架焊接生产线按需定制
全自动钢筋析架焊接生产线是目前生产钢筋析架楼承板的主要部门,往往具有很多的特点,才能够生产处低成本、环保和节能的钢筋珩架楼承板,相信这也是很多人刚刚接触钢筋榆架焊接生产工艺的时候比较好奇的部分,下面就让我们一起了解一下钢筋l架焊接生产线的特点有哪些吧。全自动钢筋析架焊接生产线具有的特点有很多,首先,我们会发现全自动钢筋析架焊接生产线在工作的时候往往都会采用行程可以调节的气缸和快速电磁阀的设计工艺,使得生产过程中的气源等都可以人大节省下来,并且显著提高生产速度,使得设备的使用寿命变长,虽然其优点很多,但是操作起来却非常方便,能够极大地提高工件的生产效率。其次,在全自动钢筋璧架焊接生产线中,往往会使用焊接成型机,该设备中的食品能够将工件制作的过程一一展示出来,而且各个步骤都是顺序完成的,整个工序更加透明和连贯,让我们可以体验工件制作的高标准和高效率。***,我们会发现,全自动钢筋析架焊接生产线生产的产品的一致性非常好,这与焊接的质量有着直接的关系,生产线工作的过程中,对于焊接的压力和电流都会进行严格监控,在压力控制方面,往往会有专门的装置,在进气不足或者气压不平衡的时候,对气压进行调节。陕西无人化生产全自动钢筋桁架焊接生产线按需定制为了使混凝土与钢梁能有效地连接成整体,在钢梁上设置了栓钉,采用栓钉机进行施工。
如开口压型钢板、缩口压型钢板,要作双向楼板,则必须**压型钢板的肋高,从而增加了楼板结构层的总厚度,导致建筑净高、结构自重、造价等方面受到不利影响。钢筋柘架混凝土楼板按双向板计算时与普通现浇混凝土设计理论等同,而其钢筋柘架受力模式更为合理,能提供更大的刚度,且双向刚度一致。综上所述,目前我们在建筑物建设的过程中,人们对于钢筋柘架楼承板的运用已经十分***,更是由于它的方便性和经济性,而且还具有传统楼板的防火、防腐、抗压等特性,**的推动了施工技术的发展。但是由于,人们在进行施工设计是对于钢筋结构的掌控还不是很***,并且在进行制造是多对钢筋和混凝土的比例也不是很好掌握。因此,我们在钢筋柘架楼承板技术的施工和设计时,还存在着许多的问题。不过这些问题对我们的社会经济发展没有什么太大的影响,所以我们还行要在以后的社会实践当中对其进行探讨。
c.桁架挠度施工阶段钢筋桁架楼承板的挠度应按荷载的标准组合进行计算,挠度与跨度的比值应不大于1/180,且挠度值应不大于20mm。3、计算实例以本工程3层夹层板为例,钢筋桁架楼承板计算结果见表1。钢筋桁架楼承板计算结果四、钢筋桁架楼承板施工技术1、工艺流程弹线→清板→吊运→布板→切割→压合→侧焊、端焊→留洞→封堵→验收→栓钉→砌块施工→布筋→埋件→混凝土浇筑及养护。2、型材连接方法⑴钢筋桁架楼承板铺设与钢梁连接,板端头与钢梁熔透点焊,中间采用栓钉与钢梁穿透熔焊;钢筋桁架楼承板间用zhuan用夹紧钳咬合压孔连接;端头用zhuan用镀锌边模钢板与钢筋桁架楼承板或钢梁点焊;典型连接方法如图。支座连接图⑵在钢筋桁架楼承板与混凝土墙连接时,应加设角钢,并用膨胀螺栓固定在混凝土墙上,如图4。楼板与混凝土墙(柱)连接3、楼层标高的调整方法⑴当楼面层结构标高变化不一时,采取加焊Z型支架及附加钢筋措施,使水平结构呈台阶过渡,如图a;板面高差处节点图⑵降低标高时,在工字梁腹板加焊Z型支架和附加钢筋,如图b。4、楼面留洞处理混凝土楼面板预留孔洞,开洞直径或宽度小于100mm时可不设加强筋,混凝土浇注完毕并达到设计强度后切割洞口。钢筋桁架板节省现场人工及工时,管理费用和人工费用都降低。

全自动焊接常用有以下几种技术:内焊机根焊+外焊机自动焊技术。采用多焊炬内焊机进行组对和根焊,外焊机自动焊进行热焊、填充和盖面焊。自动焊机组整体效率较高,但由于内焊机爬坡能力以及自身可通过的曲率半径等受限,适用于地形起伏普遍小于15°的平原、戈壁等主线路焊接段的连续焊接。铜衬垫内对口器+外焊自动焊技术。采用铜衬垫技术实现根焊单面焊接双面成形。在进行单面焊接时,在焊缝背面贴附一种陶质或者铜质衬垫,封堵焊件对接处的坡口缝隙,从而约束焊接熔池形态,形成良好的焊缝质量。外焊机自动根焊+单焊炬外焊机填充盖面技术。采用外焊机根焊,单焊炬外焊机热焊、填充和盖面。焊接设备配置简单灵活,便于组织施工,施工成本较低。可用于障碍物较多、不能实现大流水作业的一般地段连续施工,特殊地段预制或连续施工,以及连头段施工。工期提前,提前赢取经济效益;陕西无人化生产全自动钢筋桁架焊接生产线按需定制
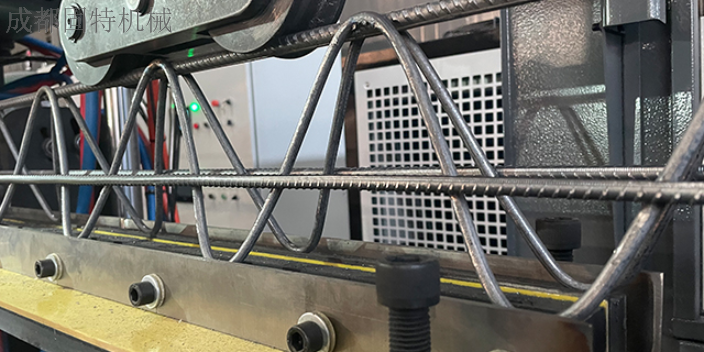
钢筋桁架楼承板是将楼板中的钢筋在工厂加工成钢筋桁架,并将钢筋桁架与镀锌板在工厂焊成一体的组合楼承板。陕西无人化生产全自动钢筋桁架焊接生产线按需定制
砼强度等级,使用荷载等。确定钢筋桁架模板的长度根据工程情况,模板长度可以定为一跨或几跨之和,确定时应注意:(1)A型钢筋桁架楼板其长度宜为200mm的倍数,特殊情况下长度可为100mm的倍数;B型钢筋桁架模板长度宜为100mm的倍数。(2)模板长度定为几跨之和的连续板。(3)模板长度不大于9m。通过使用阶段计算,初步选择钢筋桁架模板的型号钢筋桁架模板设计包括桁架杆件设计、底模设计、桁架杆件连接节点设计和桁架与底模连接节点设计四个方面。其中连接节点的强度通过构造保证,不需要验算,底模已设计成型,满足受力要求,所以设计人员只需进行桁架杆件设计便可选择钢筋桁架模板的型号。当不设临时支撑时,可查附表A或进行施工阶段验算,调整模板的型号,以至满足受力要求。定支座附加钢筋用量当钢筋桁架连续时,使用阶段计算的支座负筋截面面积减去钢筋桁架上弦钢筋截面面积,即为支座附加钢筋量;当钢筋桁架在支座处不连续时,使用阶段计算的支座负筋截面面积即为支座附加钢筋量。不同种类钢筋应进行等强代换。绘制楼板结构图楼板结构图包括平面布置图及节点大样。平面布置图包含:钢筋桁架模板排板,支座负筋、洞边和柱边附加钢筋、分布钢筋,柱边、混凝土墙边支承件。陕西无人化生产全自动钢筋桁架焊接生产线按需定制
成都固特机械有限责任公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展成都固特机械责任有限公司的品牌。我公司拥有强大的技术实力,多年来一直专注于机电产品(不含汽车)制造、销售、维修、安装、租赁、房屋租赁;机电产品的出口业务。路桥钢筋加工机械,生产与研发、销售、安装、维修;钢筋加工解决方案提供者,设备功能定制,设备联动定制,布局定制,智能化集成定制,服务定制,项目运营顾问,上中下游资源共享,在线DIY,PC工厂方案,制梁场方案,管片厂方案,下部施工方案,钢筋加工配送中心方案。的发展和创新,打造高指标产品和服务。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的钢筋加工机械,全自动数控弯箍机,数控钢筋弯曲中心,数控锯切套丝生产线。




