- 品牌
- 海特克
- 型号
- HG
齿轮泵参数对内啮合齿轮泵振动和噪声的影响一、噪声产生的原因噪声产生的原因有下述几个方面:(1)泵的固定噪声,即齿轮泵几何学上的周期性变化引起的噪声,这是由于齿轮泵在一转中流量的周期性变化所造成的。(2)齿轮泵吸入空气或在吸油腔形成真空溶解在油液中的空气析出等形成气穴现象而引起的强烈噪声。(3)由于卸荷槽设计不合理或制造误差,困油观象未很好消除而产生噪声。(4)泵中油液流经齿谷及进、出油口时,高速流动产生的紊流声。(5)齿轮啮合不正确产生的噪声,这也是齿轮泵比其他液压泵噪声高的主要原因。由于齿形不正确,齿轮表面粗糙度较高,齿轮的基节误差在旋转中产生冲击,轴线不平行齿面接触不良,齿侧间隙过小等,均可造成较强的噪声。两啮合齿接触斑点的位置,对噪声的影响亦很大,接触斑点在中部较好,若在两端或*有两个接触点,都将引起强烈的噪声。(6)泵中机械振动引起的噪声。产生机械振动有两个原因:一是由于压力波动所引起的,二是纯机械原因造成的。如轴承在工作过程中周期受力产生弹性变形,齿轮啮合等造成的机械振动。二、影晌齿轮振动和噪声的因素(1)齿轮类型对噪声的影响:不同类型的齿轮,由于其几何特性不同将有不同形式的啮合过程。一般说来。内部独特的消音设计,使噪音更低。自动化内啮合齿轮泵批量定制
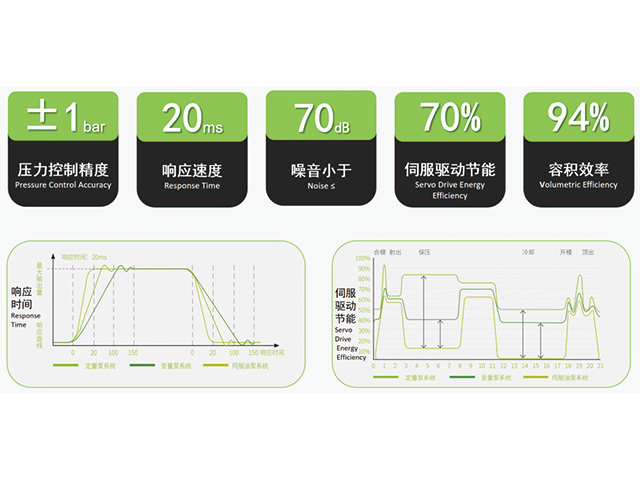
海特克液压泵油泵HIGH-TECH高压叶片泵海特克PVL系列叶片泵型号及性能参数:海特克单泵:PV2R1-17-F-1R-U-10PV2R1-19-F-1R-U-10PV2R1-23-F-1R-U-10PV2R1-25-F-1R-U-10PV2R1-28-F-1R-U-10PV2R1-31-F-1R-U-10PV2R1-17-F-2R-U-10PV2R1-19-F-2R-U-10PV2R1-23-F-2R-U-10PV2R1-25-F-2R-U-10PV2R1-28-F-2R-U-10PV2R1-31-F-2R-U-10PV2R2-26-F-1R-U-10PV2R2-33-F-1R-U-10PV2R2-41-F-1R-U-10PV2R2-47-F-1R-U-10PV2R2-53-F-1R-U-10PV2R2-59-F-1R-U-10PV2R2-65-F-1R-U-10PV2R2-75-F-1R-U-10PV2R2-26-F-2R-U-10PV2R2-33-F-2R-U-10PV2R2-41-F-2R-U-10PV2R2-47-F-2R-U-10PV2R2-53-F-2R-U-10PV2R2-59-F-2R-U-10PV2R2-65-F-2R-U-10PV2R2-75-F-2R-U-10PV2R3-52-F-1R-U-10PV2R3-60-F-1R-U-10PV2R3-66-F-1R-U-10PV2R3-76-F-1R-U-10PV2R3-85-F-1R-U-10PV2R3-94-F-1R-U-10PV2R3-116-F-1R-U-10PV2R3-125-F-1R-U-10PV2R3-136-F-1R-U-10PV2R3-153-F-1R-U-10PV2R3-52-F-2R-U-10PV2R3-60-F-2R-U-10PV2R3-66-F-2R-U-10PV2R3-76-F-2R-U-10PV2R3-85-F-2R-U-10PV2R3-94-F-2R-U-10PV2R3-116-F-2R-U-10PV2R3-125-F-2R-U-10PV2R3-136-F-2R-U-10PV2R3-153-F-2R-U-10海特克双联泵:PV2R12-6-53-F-1R-U-10PV2R12-10。自动化内啮合齿轮泵批量定制HG内啮合齿轮泵实现较好的节能减排及降噪。
因此压力升降较为缓慢而平滑,不会引起月牙板等机件的振动。这样,内啮合齿轮泵的噪声很低。本章节的技术总结:对泵齿轮设计参数选取时,首先要考虑的是它对齿轮泵性能的影响,其次,才考虑的是普通传动齿轮设计时考虑的内容,诸如重合度、轮齿干涉、轮齿强度等问题。通过以上泵齿轮参数对齿轮泵性能参数影响关系的分析,得出以下结论:(1)泵齿轮的齿数对流量脉动起重要的作用,并且对齿轮泵的噪声和振动也有较大的影响。(2)泵齿轮模数对齿轮泵排量起主要的作用。模数的影响远远大于齿数的影响。因此,在齿轮泵排量确定的情况下,应尽可能的增大泵齿轮的模数,而不是增大齿数。(3)齿顶高系数和变位系数是以增大泵齿轮齿顶圆为目的,以提高齿轮泵的性能,但齿顶高系数和变位系数的确定应是在考虑泵齿轮正常啮合条件下选取的,必须保证合理的重合度。正确合理的确定这两个系数对齿轮泵性能的优化有重要的意义。(4)齿顶隙处的泄漏量与泵齿轮的齿宽有着直接的关系。减小齿宽,能够减小泄漏量。但在设计中应注意的是过小的齿宽会使齿轮泵在结构上无法保证进出油口的尺寸。(5)泵齿轮的顶隙不能太大。太大的顶隙会造成轮齿困油量的增加。
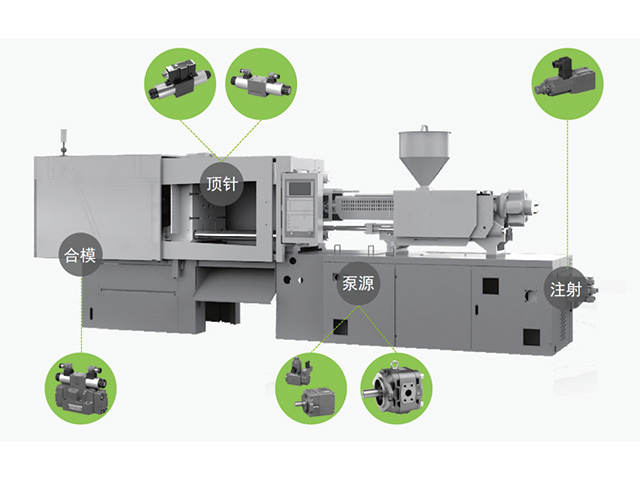
立式注塑机1、注射装置和锁模装置処于同一垂直中心线上,且模具是沿上下方向开闭。其占地面积只有卧式机的约一半,因此,换算成占地面积生产性约有二倍左右。2、容易实现嵌件成型。因为模具表面朝上,嵌件放入定位容易。采用下模板固定、上模板可动的机种,拉带输送装置与机械手相组合的话,可容易地实现全自动嵌件成型。3、模具的重量由水平模板支承作上下开闭动作,不会发生类似卧式机的由于模具重力引起的前倒,使得模板无法开闭的现象。有利于持久性保持机械和模具的精度。4、通过简单的机械手可取出各个塑件型腔,有利于精密成型。5、一般锁模装置周围为开放式,容易配置各类自动化装置,适应于复杂、精巧产品的自动成型。6、拉带输送装置容易实现串过模具中间安装,便于实现成型自动生产。7、容易保证模具内树脂流动性及模具温度分布的一致性。8、配备有旋转台面、移动台面及倾斜台面等形式,容易实现嵌件成型、模内组合成型。9、小批量试生产时,模具构造简单成本低,且便于卸装。10、经受了多次地震的考验,立式机由于重心低,相对卧式机抗震性更好。满足各种工业应用的需求。
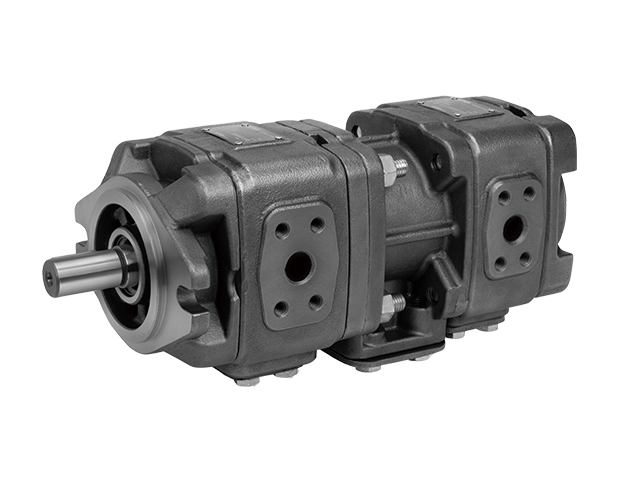
在相同条件下,斜齿轮的噪声比直齿轮低3一10dB。通常在啮合区间具有滑动作用可减轻运动噪声。(2)压力角对噪声的影响:若增大压力角就会增大齿面法向力,相应会增大节线冲力和啮合冲力,因而导致振动和噪声的增大。(3)重合度对齿轮噪声的影响:齿轮噪声受齿轮精度的影响极大,降低齿轮噪声的根木就是提高齿轮的精度。对于精度极低的齿轮,采用其他降噪措施都是徒劳的。因此,高精度是低噪声的基础。噪声与基节误差成正比增减,当转速增高或者负荷增大,噪声增减的梯度也增大。齿轮误差会使噪声增加。齿轮的径向跳动由于声的调制,在齿轮噪声里有时产生多种尖叫声。齿面粗糙度、精度和齿面误差都对噪声的影响极大。(4)齿面齿数结构形状对噪声的影响:在设计时,若齿轮强度允许的话,应尽可能设计小的模数和选择合适的材料和热处理方法,以提高齿轮的强度,减小齿轮直径以利于降低噪声。(5)轮齿加工工艺方法对齿轮噪声的影响:实践证明,采用巧齿工艺解决齿轮噪声是一种有效方法。将齿形加工工艺采用“滚齿一一剃齿一一热处理一一晰齿”,并研究解决各道工序中出现的问题,就可以一定程度上减轻齿轮噪声。。低转速和低粘度下仍可保持较高的容积效率。自动化内啮合齿轮泵批量定制
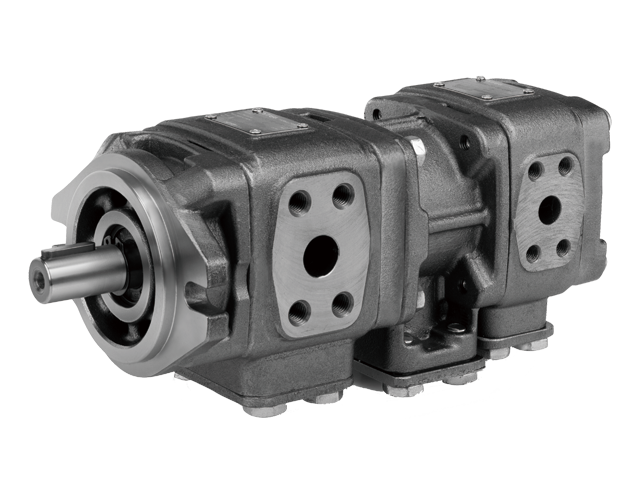
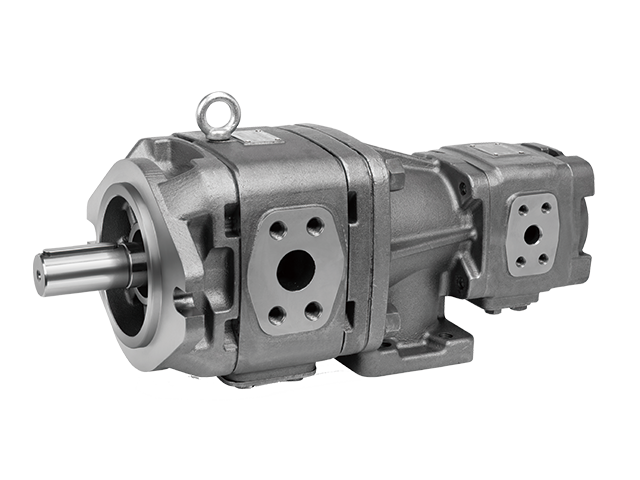
轴向和径向压力补偿设计。自动化内啮合齿轮泵批量定制
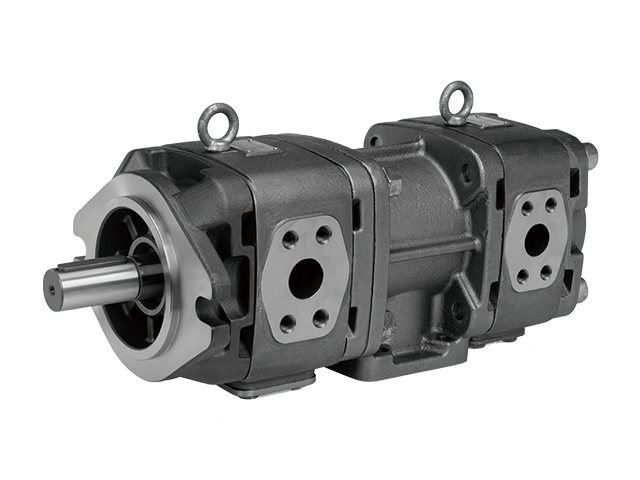
啮合齿轮泵采用轴向和径向压力补偿设计,即使在低转速、低粘度的情况之下也能保持较高的容积比。**度铸铁,外部独特吸音设计,噪音更低。内啮合齿轮泵对油液污染不敏感,使用寿命长,噪音低,压力可达35M Pa。转速可达3000转。
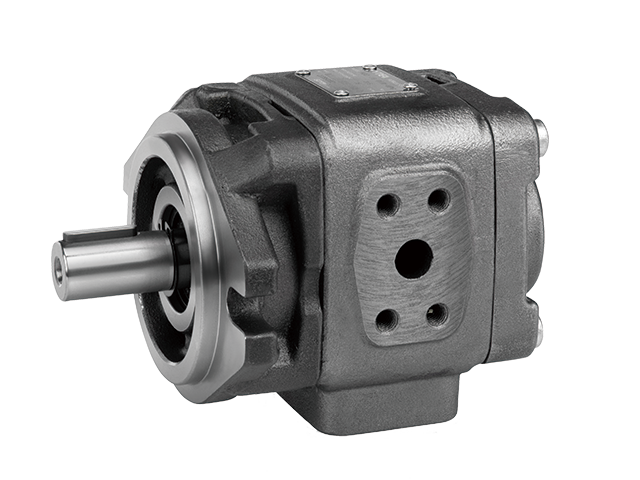
内啮合齿轮泵的组成:其基本部件有:前盖、泵体、后盖、齿轮轴、内环齿轮、滑动轴承、左右侧板、定位杆、月牙分板、月牙主板、塑料杆。之内啮合齿轮泵应用:广泛应用于注塑机、折弯机、压铸机、叉车等行业的液压系统。与伺服控制电机完美结合,实现节能、降耗、减排的经济效益。 自动化内啮合齿轮泵批量定制
- 库存内啮合齿轮泵性能 2025-06-01
- 工程机械内啮合齿轮泵应用 2025-05-26
- 艾可勒内啮合齿轮泵维保 2025-05-23
- 国内内啮合齿轮泵技术指导 2025-05-18
- 力士乐内啮合齿轮泵工作原理 2025-05-16
- 上海内啮合齿轮泵壳体 2025-04-30
- 海特克内啮合齿轮泵安装调试 2025-04-28
- 宁夏内啮合齿轮泵的结构 2025-04-22